Основные способы, как нарезать резьбу на трубе и чем они отличаются
Содержание:
- Как вручную нарезать резьбу плашкой на трубе – пошаговое руководство
- Что такое резьба и для чего она нужна
- Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
- Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
- Инструмент и принцип нарезки трубной резьбы
- Нарезание трубной резьбы клуппом
- Правила нарезания внутренней резьбы метчиком
- Параметры резьбы и ее разновидности
- Почему стоит воспользоваться нашими услугами
- Как нарезать резьбу на трубе?
Как вручную нарезать резьбу плашкой на трубе – пошаговое руководство

Механический инструмент – это, по сути, гайка, сделанная из закаленной высококачественной стали. С торца имеются отверстия в виде лепестков цветка, необходимые для отведения отработанной стружки. Внутренняя часть представлена острыми режущими кромками. На корпусе просверлены два отверстия, в которые вставляется рукоятка для обеспечения равномерного воздействия. Является самой распространенной моделью из-за легкости и простоты использования:
- Вертикально расположенную трубу фиксируем при помощи зажимов (тисков).
- Очищаем поверхность от загрязнений.
- Создаем фаску для точной центровки.
- На плоскость наносим масло для лучшего передвижения плашки.
- Элемент вставляем строго перпендикулярно заготовке во избежание перекоса, который даже под небольшим градусом способен привести к неправильному созданию витков.
- Крутим рукоятку по часовой стрелке, делаем два оборота и возвращается назад. Таким образом, мы освобождаем отработанную стружку.
Что такое резьба и для чего она нужна
Резьба – это одна из самых популярных разновидностей крепления деталей или монтажа конструкций. Ее используют, чтобы соединить между собой несколько деталей, например, труб, в одну конструкцию. Для этого на их боковой или внутренней части вырезаются канавки, которые имеют определенную форму, угол наклона и расстояние между углублениями (шаг витка).
Также насечка может быть на соединительных деталях, например, кранах или тройниках. С помощью этого метода монтажа можно делать разборные или неразъемные конструкции, такие как водопровод, канализация и другие виды систем из труб. Нарезать резьбу можно только на круглых или конических деталях, так как для других поверхностей это будет неудобно и не практично.
Самый распространенный вариант профиля резьбы – это треугольный. Он очень простой и доступный, но не подходит для частого разбора системы. В случае, если нужно часто разъединять трубы или другие детали используется круглый профиль. Чаще всего его используют в сантехнике. Другие виды профилей используются в кинематических системах (например, трансмиссиях), но не применяются в сантехнике.
Разновидность кинематической нарезкиИсточник findpatent.ru
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Инструмент и принцип нарезки трубной резьбы
Для нарезки трубной резьбы применяют специальные инструменты и приспособления. Наиболее часто используют:
- труборез;
- плашки;
- воротки;
- ручной клупп;
- шлифмашинка.
Для выполнения операции на металлических трубах нужно приложить большое механическое усилие, труба при этом должна оставаться неподвижной. Чтобы выполнить такое условие, ее зажимают в трубных тисках, в стесненных условиях для зажима используют газовый ключ.
Важно. Нарезаемый участок трубы смазывают моторным маслом или техническим вазелином
После окончания работы поверхность очищают от металлических опилок и смазки щеткой или ветошью.
Для возможности вращения плашки ее закрепляют в вороток. Это кольцо с отверстием для плашки, в котором она фиксируется стопорными винтами. Вороток имеет несколько рукояток для обеспечения вращения.
Нарезание трубной резьбы клуппом
Такой механический комплект продается в любых специализированных магазинах и особенно популярен среди пользователей, так как нет необходимости проводить операцию по отцентрованию. Данная функция включена в комплектацию.
Наружнее устройство клуппа выглядит более сложно, но внутреннее содержание настолько конструктивно, что позволяет быстро и качественно сделать работу.
Инструмент состоит из:
- Круглой металлической рамки, отлитой из прочного сплава.
- Четырех съемных резцов или гребенки лезвий. Второй образец имеет колоссальное преимущество. Первые резцы при движении делают неглубокие канавки, а следующие, более высокие, скользя по «черновой» дорожке, вырезают полноценную, готовую к использованию.
- Широкого держателя с направляющей трубкой, который минимизирует процесс перекоса.
Инструкция по применению:
- Клупп устанавливается в трещотку, а на край обрабатываемой детали – направляющая.
- Резцы смазываются для совершения плавного хода/
- Начинается работа трещотки, которая вращается вокруг своей оси.
Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.
Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
Параметры резьбы и ее разновидности
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу; в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко; важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы); по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки; уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии); по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок); назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
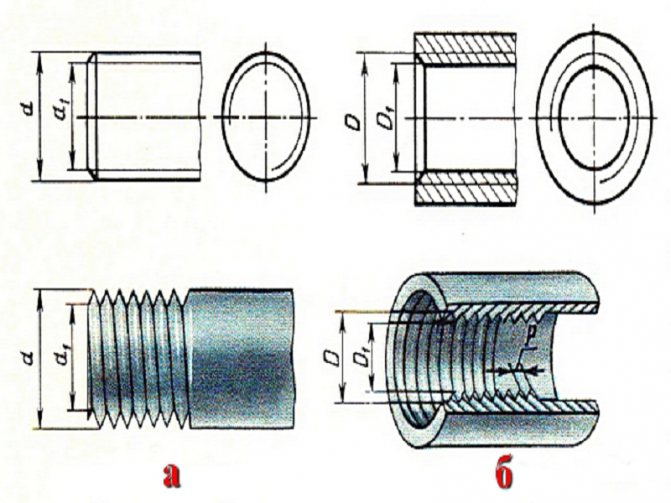
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм; D – наружный диаметр резьбы на гайке, мм; d₂ – значение среднего диаметра на болте, мм; D₂ – размер среднего диаметра гайки, мм; D₁ – диаметр гайки внутри канавок, мм; d₁ – диаметр болта по внутренней поверхности винтовой линии, мм; D₁ – минимальный диаметр канавки на гайках, мм; d₃ – минимальный диаметр болта по канавкам, мм; Р – резьбовой шаг, мм; Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов; G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная; Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий; Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции; Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике; S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение; BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии; NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
Почему стоит воспользоваться нашими услугами
Использование современного технологичного оборудования позволяет нам выполнять качественную нарезку, а также существенно снизить себестоимость и время выполнения заказа. Производим работы по нарезанию наружной и внутренней резьбы – метрической до 72 мм, дюймовой – до 2 дюймов, на трубах, гладкой и рифленой арматуре, а также стальных кругах из различных марок стали.
Услуга пользуется широким спросом, так как выполнив на детали такой элемент соединения приобретаете:
- простую и экономичную технологию монтажа;
- простоту, безопасность сборки;
- быстрый демонтаж, что удобно при проведении ремонтных работ.
В перечень наших преимуществ входит:
- четко отработанный порядок проведения производственного процесса, что позволяет выполнять заказ в оговоренные сроки;
- выгодная стоимость: зависит от материала и общего объема;
- гибкая система цен – постоянным клиентам скидки;
- доставка по указанному адресу.
Для заказа свяжитесь с нами по указанным на сайте контактам. Менеджер уточнит подробности и рассчитает стоимость.
Примеры наших работ






Как нарезать резьбу на трубе?
Использованием ручного инструмента подразумевает соблюдение определённой последовательности действий. Нарезка резьбы на трубах:
- Очистить рабочие поверхности от грязи, декоративных покрытий. Для этого можно воспользоваться шлифовальной машинкой, наждачной бумагой.
- Зажать трубу с помощью тисков, чтобы она находилась неподвижно.
- Смазать оливой рабочую поверхность.
- Выкрутить зажимные болты из оснастки.
- Надеть насадку на трубу. Медленно вкрутить прижимные болты.
- Направляющие закрепить на месте.
- Установить режущие части.
- Под лёгким нажимом начать крутить инструмент по часовой стрелке.
Проводить нарезку нужно плавными движениями, без рывков, чтобы не испортить резьбу. Снимается оснастка после откручивания стопорных болтов.
Существует несколько особенностей, которые нужно изучить до создания резьбового соединения:
- Трубы, которые соединены с общей системой трубопровода, должны удерживаться газовым ключом при создании соединения. Это нужно для предотвращения вращения изделия.
- Легче нарезать смазанное солидолом место. Резцы меньше тупятся после добавления смазки.
- Резцы желательно покупать той же фирмы, что и держатель. Если фирмы различаются, рабочие части могут не подойти к общей конструкции.
- Перед началом работ проверять заточку резцов. Тупые грани могут испортить поверхность металла.
- При работе можно изменять положение рабочих частей, что позволяет не снимать конструкцию до окончания работ.
- Использовать специальную охлаждающую смазку, которая не будет позволять резцам перегреваться.
После создания соединения на двух элементах трубопровода, необходимо проверить насколько подходят отдельные части друг к другу. Если произошёл перекос, трубы не смогут соединиться.
Резьбовые соединения используются до сих пор. Изготавливать их можно с помощью плашек, клуппов, токарных станков. Второй вариант считается удобнее, если сравнивать их с другими ручными инструментами
Важно выбирать качественные рабочие части, проверять их заточку перед проведением работ. Качественные резцы изготавливают из легированных сталей









