Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки
Содержание:
- Параметры отверстия
- Технология: как пользоваться метчиком для резьбы
- Параметры резьбы и ее разновидности
- Приспособления
- Профиль метрической резьбы
- Технология нарезания внутренней резьбы
- Самодельный метчик для алюминиевых сплавов
- Шаг резьбы основной и мелкий у болтов и гаек
- Геометрические параметры
- Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
- Как производится операция и в чем ее суть
- Приспособления
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Технология: как пользоваться метчиком для резьбы
Есть несколько этапов, каждый из которого важен. Это подготовительные процедуры, 1, 2, 3 и более подходов вращения, финишная шлифовка. О подготовке подробнее поговорим ниже. Сама манипуляция с инструментом условно проста. Необходимо направить кончик, установить его ровно, а затем с помощью воротка делать вращательные движения.
Особые рекомендации:
- Мы не советуем приступать к нарезке неподготовленной заготовки. Если у вас уже есть лист металла, где сквозное отверстие получено путем штамповки или другой металлообработки, необходимо его рассверлить, а затем отзенковать – срезать края.
- Снимите с образца фаски на верхних 0,5 см. Делать это требуется под углом 60 градусов.
- Инструмент необходимо смазывать и охлаждать в процессе, иначе получится дополнительная термальная обработка, в ходе которой металлическая поверхность может приобрести дополнительную прочность.
- Делайте обратный ход через каждый 1-2 витка. Это позволяет очистить рабочую зону от налипания стружки.
Посмотрим видеоролик. На нем показана не только работа с метчиком для нарезания внутренней резьбы, но и с плашкой – для наружной:
Параметры резьбы и ее разновидности
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу; в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко; важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы); по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки; уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии); по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок); назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм; D – наружный диаметр резьбы на гайке, мм; d₂ – значение среднего диаметра на болте, мм; D₂ – размер среднего диаметра гайки, мм; D₁ – диаметр гайки внутри канавок, мм; d₁ – диаметр болта по внутренней поверхности винтовой линии, мм; D₁ – минимальный диаметр канавки на гайках, мм; d₃ – минимальный диаметр болта по канавкам, мм; Р – резьбовой шаг, мм; Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов; G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная; Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий; Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции; Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике; S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение; BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии; NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
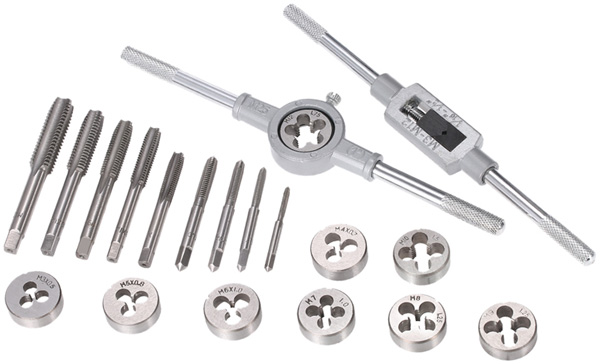
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2 ʺ , трубной – 1/8-2 ʺ ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
Читать также: Светодиодная лента красного цвета
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.
Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Профиль метрической конической резьбы выглядит так.
Изображение №2: профиль метрической конической резьбы
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон.
Видео о том, как нарезается внутренняя резьба:
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21350-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Диаметры Holes for threading pipe taper screw thread. Diameters |
ГОСТ 21350-75
Взамен МН 5389-64 |
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877 срок действия установлен
с 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 -69 в изделиях из сталей по ГОСТ 380 -71, ГОСТ 4543-71 , ГОСТ 1050 -74, ГОСТ 5058-75 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859 -66.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт. 1 и в табл. 1.
Таблица 1
Размеры в мм
| Число ниток на 1 ² | Шаг Р | Диаметр отверстия | Глубина сверления l | d
c |
d
o |
Номин. | Пред. откл. | Номин. | Пред. откл. | 0,907 | 8,10 | 0,20 | 8,57 | 0,10 | 1,337 | 10,80 | 0,24 | 11,45 | 14,30 | 14,95 | 1,814 | 17,90 | 18,63 | 23,35 | 0,28 | 24,12 | 2,309 | 29,35 | 30,29 | 1 1/4 | 37,80 | 0,34 | 38,95 | 1 1/2 | 43,70 | 44,85 | 55,25 | 0,40 | 56,66 |
Примечание. Для резьб с номинальным размером свыше 2 ² номинальные диаметры отверстий d
o и их предельные отклонения должны быть равны установленным ГОСТ 6211 -69 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт. 2 и в табл. 2.
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
5. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом .
Таблица 2
Размеры в мм
| Номинальный размер резьбы в дюймах | Число ниток на 1 ² | Шаг Р | Диаметр отверстия d
c |
Глубина сверления l | Номин. | Пред. откл. | 1 / 8 | 0,907 | 8,25 | 0,20 | 1 / 4 | 1,337 | 11,05 | 0,24 | 3 / 8 | 14,50 | 1 / 2 | 1,814 | 18,10 | 0,28 | 3 / 4 | 23,60 | 2,309 | 29,65 | 1 1 / 4 | 38,30 | 0,34 | 1 1 /2 | 44,20 | 56,00 | 0,40 | Диаметры сверл для отверстий под нарезание трубной конической резьбы
Размеры в мм Номинальный размер резьбы в дюймах |
Число ниток на 1 ² | Шаг Р | Диаметр сверла для отверстия | с развертыванием на конус | без развертывания на конус | 1 / 8 | 0,907 | 1 / 4 | 1,337 | 10,8 | 11,1 | 3 / 8 | 14,25 | 14,5 | 1 / 2 | 1,814 | 3 / 4 | 23,25 | 2,309 | 1 1 / 4 | 38,25 | 1 1 /2 | 56,00 |
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы.
Шаг резьбы основной и мелкий у болтов и гаек
Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
|
Диаметр резьбы |
Шаг резьбы, мм |
|||
|
Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм |
Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм |
|||
|
Мелкая |
Мелкая 2 |
Супермелкая |
||
|
М 1 |
0.25 / 0.75 |
(0.2) / 0.8 |
— |
— |
|
М 1.2 |
0.25 / 0.95 |
(0.2) / 1 |
— |
— |
|
M 1.4 |
0.3 / 0.9 |
(0.2) / 1.2 |
— |
— |
|
M 1.6 |
0.35 / 1.2 |
(0.2) / 1.4 |
— |
— |
|
M 1.8 |
0.35 / 1.5 |
(0.2) / 1.6 |
— |
— |
|
M 4 |
0.7 / 3.3 |
0.5 / 3.5 |
— |
— |
|
M 5 |
0.8 / 4.2 |
0.5 / 4.5 |
— |
— |
|
M 6 |
1 / 5 |
0.75 / 5.2 |
0.5 / 5.5 |
— |
|
M 8 |
1.25 / 6.7 |
1 / 7 |
0.75 / 7.2 |
0.5 / 7.5 |
|
M 10 |
1.5 / 8.5 |
1.25 / 8.7 |
1 / 9 |
0.75 / 9.2 |
|
M 12 |
1.75 / 10.2 |
1.5 / 10.5 |
1.25 / 10.7 |
1 / 11 |
|
M 14 |
2 / 12 |
1.5 / 12.5 |
1.25 / 12.6 |
1 / 13 |
|
M 16 |
2 / 14 |
1.5 / 14.5 |
— |
1 / 15 |
|
M 18 |
2.5 / 15.4 |
2 / 16 |
1.25 / 16.6 |
1 / 17 |
|
M 20 |
2.5 / 17.4 |
2 / 18 |
1.25 / 18.6 |
1 / 19 |
|
M 22 |
2.5 / 19.4 |
2 / 20 |
1.5 / 20.5 |
1 / 21 |
|
M 24 |
3 / 20.9 |
2 / 22 |
1.5 / 22.5 |
1 / 23 |
|
M 27 |
3 / 23.9 |
2 / 25 |
1.5 / 25.5 |
(1) / 26 |
|
M 30 |
3.5 / 26.4 |
2 / 28 |
1.5 / 28.5 |
(1) / 29 |
|
M 33 |
3.5 / 29.4 |
2 / 31 |
1.5 / 31.5 |
— |
|
M 36 |
4 / 31.9 |
3 / 33 |
2 / 34 |
1.5 / 34.5 |
|
M 39 |
4 / 34.9 |
3(4) / 35.9 |
2 / 37 |
1.5 / 37.5 |
|
M 42 |
4.5 / 37.4 |
3(4) / 37.9 |
2 / 40 |
1.5 / 40.5 |
|
M 45 |
4.5 / 40.4 |
3(4) / 40.9 |
2 / 43 |
1.5 / 43.5 |
|
M 48 |
5 / 42.8 |
3 / 44.9 |
2 / 46 |
1.5 / 46.5 |
|
M 52 |
5 / 46.8 |
(4)3 / 48.9 |
2 / 50 |
1.5 / 50.5 |
|
M 56 |
5.5 / 50.4 |
4 / 51.9 |
3(2) / 53 |
1.5 / 54.5 |
|
M 60 |
5.5 / 64.4 |
4 / 55.8 |
3(2) / 67 |
1.5 / 58 |
|
M 64 |
6 / 57.8 |
4 / 59.8 |
3 / 61 |
2(1.5) / 62 |
|
M 68 |
6 / 61.8 |
4 / 63.8 |
3 / 65 |
2(1.5) / 66 |
Буква «М» около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
Метрический шаг резьбы — расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы.
Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов.
В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы — мелким и крупным.
Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы.
Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Выбираем параметры
Как правильно выбрать метизы, с какими параметрами? Основной шаг резьбы для метизных изделий, используемых на территории РФ — метрический крупный. Практически весь строительный крепеж с крупным шагом резьбы.
Он продается продается повсеместно в метизных магазинах и компаниях и является рекомендуемым к применению. Резьбовые метизы с мелким шагом в основном используют в точках крепления, подверженных вибрационным, динамическим знакопеременным нагрузкам.
Например, гайки и болты с мелким шагом резьбы крепят колесные диски к ступице. Крепеж с мелкой резьбой высоко востребован в автомобиле-, судо-, станко- и авиастроении.
Шаг резьбы в маркировке крепежа
Соответственно ГОСТ 8724-2002 обозначение крупного шага резьбы в маркировке опускается, а размер мелкого указывается.
Например:
М16 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и крупным шагом (крупный шаг резьбы болта, гайки, шпильки, винта 2,0 мм);
М16 х 1 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и мелким шагом 1,0 мм.
Обозначение шагов резьбы гаек, штанг, болтов, винтов идентично, независимо от того, внутренняя или наружная.
Полное обозначение резьбы включает:
- М — метрическая;
- номинальный диаметр;
- размер шага в миллиметрах (крупный опускается);
- направление — для левой LH;
- специальное обозначение многозаходной Ph со значением хода.
Посмотреть соотношение диаметров метизов с основным и мелким шагом резьбы можно в таблице выше.
Полезные советы 09.07.2019 14:48:23
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P.
Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
Юрий Макаров Категория: Мастерская : 30 марта 2014 55250
: 5 / 5
Sam Schmidt, flickr.com CC BY
Резьбовые соединения являются одними из самых распространенных типов разъемных соединений. Но если крепежные детали с наружной резьбой (винты, шпильки) чаще всего приобретают готовые, то внутреннюю резьбу при изготовлении детали приходится нарезать самому мастеру. Для этого в детали сверлят отверстие с определенным диаметром.
Диаметр отверстия под внутреннюю резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Обычно это указывается на чертеже в виде обозначения М8х1. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. Если шаг не указан, то подразумевается основной (крупный) шаг. Основной шаг резьбы является предпочтительным и для каждого размера определен стандартом.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр отверстия. Проще всего этот диаметр определить по таблице, где приведены наиболее употребительные размеры, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра. Таблица применима для сталей, чугунов, алюминия и его сплавов, меди.
| Резьба | Шаг резьбы | Диаметр отверстия номинальный (предельный) |
| М2 | 0,25 | 1,75–1,77 (1,81) |
| 0,4 | 1,60–1,62 (1,68) | |
| М2,5 | 0,35 | 2,15–2,17 (2,22) |
| 0,45 | 2,05–2,07 (2,13) | |
| М3 | 0,35 | 2,65–2,67 (2,72) |
| 0,5 | 2,50–2,52 (2,58) | |
| М4 | 0,5 | 3,50–3,52 (3,64) |
| 0,7 | 3,30–3,33 (3,46) | |
| М5 | 0,5 | 4,50–4,52 (4,64) |
| 0,8 | 4,2–4,23 (4,42) | |
| М6 | 0,5 | 5,50–5,52 (5,64) |
| 0,75 | 5,20–5,23 (5,42) | |
| 1,0 | 4,95–5,00 (5,21) | |
| М7 | 0,5 | 6,50–6,52 (6,64) |
| 0,75 | 6,20–6,23 (6,42) | |
| 1,0 | 5,95–6,00 (6,26) | |
| М8 | 0,5 | 7,50–7,52 (7,64) |
| 0,75 | 7,20–7,23 (7,42) | |
| 1 | 6,95–7,00 (7,21) | |
| 1,25 | 6,70–6,75 (6,96) | |
| М9 | 0,5 | 8,50–8,52 (8,64) |
| 0,75 | 8,20–8,23 (8,42) | |
| 1 | 7,95–8,00 (8,21) | |
| 1,25 | 7,70–7,75 (7,96) | |
| М10 | 0,5 | 9,50–9,52 (9,64) |
| 0,75 | 9,20–9,23 (9,42) | |
| 1 | 8,95–9,00 (9,21) | |
| 1,25 | 8,70–8,75 (8,96) | |
| 1,5 | 8,43–8,50 (8,73) | |
| М11 | 0,5 | 10,50-10–52 (10,64) |
| 0,75 | 10,20–10,23 (10,42) | |
| 1 | 9,95–10,00 (10,21) | |
| 1,5 | 9,43–9,50 (9,73) | |
| М12 | 0,5 | 11,50–11,52 (11,64) |
| 0,75 | 11,20–11,23 (11,42) | |
| 1 | 10,95–11,00 (11,21) | |
| 1,25 | 10,70–10,75 (10,96) | |
| 1,5 | 10,43–10,50 (10,73) | |
| 1,75 | 10,20–10,25 (10,56) | |
| М14 | 0,5 | 13,50–13,52 (13,64) |
| 0,75 | 13,20–13,23 (13,42) | |
| 1 | 12,95–13,00 (13,21) | |
| 1,25 | 12,70–12,75 (12,96) | |
| 1,5 | 12,43–12,50 (12,73) | |
| 2 | 11,90–11,95 (12,30) | |
| М16 | 0,5 | 15,50–15,52 (15,64) |
| 0,75 | 15,20–15,23 (15,42) | |
| 1 | 14,95–15,00 (15,26) | |
| 1,5 | 14,43–14,50 (14,73) | |
| 2 | 13,90–13,95 (14,30) | |
| М18 | 0,5 | 17,50–17,52 (17,64) |
| 0,75 | 17,20–17,23 (17,42) | |
| 1 | 16,95–17,00 (17,21) | |
| 1,5 | 16,43–16,50 (16,73) | |
| 2 | 15,90–15,95 (16,30) | |
| 2,5 | 15,35–15,40 (15,88) | |
| М20 | 0,5 | 19,50–19,52 (19,64) |
| 0,75 | 19,20–19,23 (19,42) | |
| 1 | 18,95–19,00 (19,21) | |
| 1,5 | 18,43–18,50 (18,73) | |
| 2 | 17,90–17,95 (18,3) | |
| 2,5 | 17,35–17,40 (17,88) |
Уменьшение диаметра отверстия затрудняет нарезание резьбы и может привести к поломке метчика, особенно в твердых материалах. Увеличение диаметра отверстия не позволит нарезать полный профиль, резьба будет ослаблена.
Сверло для сверления отверстий выбирается из имеющегося набора как можно ближе к рекомендуемому диаметру, в крайнем случае – к предельному. Нужно учитывать, что при сверлении отверстий ручной дрелью отверстие неизбежно разбивается, поэтому лучше брать сверло ближе к минимальному рекомендуемому диаметру. Удобно использовать наборы, в которых собраны сверла специально под отверстия для метрической резьбы.
В большинстве случаев домашний мастер редко изготавливает ответственные высоконагруженные детали, поэтому иногда можно допустить некоторое увеличение диаметра отверстия относительно предельного размера.
Если деталь выполняет чисто декоративные функции, не испытывает больших нагрузок и ни при каких обстоятельствах не может создать опасность для человека, запас под резьбу может составлять до 1/3 – 1/5 шага и даже меньше. Например, для резьбы М10х1,5 можно увеличить отверстие до 9,5-9,7 мм. При этом винт или шпилька должны входить в деталь не менее чем на 8-10 полных ниток резьбы.
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
-
метчики — для внутренней (вот под них предварительно требуется делать отверстие).
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.









