Можно ли паять чугун
Содержание:
- Полезные советы
- Последовательность действий при пайке железа
- Приготовление флюса
- Иные варианты пайки: работа с медными трубами и различными металлами
- Общая информация
- Где применяется
- Типы припоев
- Ремонт цепочки
- В чём суть пайки
- Какие применяют припои
- Технология пайки нержавейки оловом
- Три технологии
- При низких температурах
- Распространенные ошибки
- Распространенные ошибки
- Несеребреные припои
Полезные советы
Пайка стали является трудоемким процессом, в ходе которого могут возникать спорные моменты
Чтобы не зацикливаться на них, нужно брать во внимание советы и рекомендации других мастеров:
- Электрического паяльника мощностью в 100 Вт хватит для проведения домашних ремонтных работ. Желательно выбирать модель с не обгорающим наконечником.
- Лучшим видом припоя являются прутья из сплава свинца и олова. Если нужно заделать трещину в посуде, требуется использовать оловянные припои.
- Система вентиляции убережёт дыхательные пути от заболеваний, связанных с вдыханием вредных примесей.
Тренироваться нужно на ложках, чашках и старых мисках. Можно использовать отходы от производства оцинкованных отливов.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.

Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Приготовление флюса
 Чтобы подготовить поверхность изделий, подлежащих пайке, применяются различные вещества. Химические соединения, применяемые для удаления окисных плёнок с поверхности металла, а также уменьшающие силы поверхностного натяжения расплавленного припоя, с целью лучшего смачивания паяемой поверхности, называются флюсами.
Чтобы подготовить поверхность изделий, подлежащих пайке, применяются различные вещества. Химические соединения, применяемые для удаления окисных плёнок с поверхности металла, а также уменьшающие силы поверхностного натяжения расплавленного припоя, с целью лучшего смачивания паяемой поверхности, называются флюсами.
Флюс чаще всего используют в жидком виде, нанося его на подготавливаемую к пайке поверхность. Ювелиры для этой цели очень часто применяют порошок буры, делая из него насыщенный водный раствор.
Приготовление такого флюса осуществляют в два этапа. Сначала порошок буры заливают водой и нагревают до полного его растворения.
После этого раствору дают высохнуть. Когда влага полностью испариться, разрыхлённый порошок буры растирают ступкой, после чего, добавляя воду, доводят смесь до состояния жидкой кашицы. Данным составом покрывается поверхность изделия перед пайкой.
Своеобразным методом осуществляется подготовка к ювелирной , в составе которых имеется примесь никеля. Такое ювелирное изделие вначале кипятят в воде с борной кислотой.
После этой процедуры на поверхности золота образуется тонкая плёнка, препятствующая образованию окислов. Затем, непосредственно перед пайкой, поверхность покрывается флюсом из раствора буры.
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Общая информация
Самый распространенный тип флюса, применяемый для пайки нержавеющей стали — это бура. Выпускается в порошкообразном и пастообразном виде. С пастой работать проще, если вы выполняете работы в домашних условиях. Флюс в виде порошка зачастую используете в связке со специальными машинами, подающими порошок в сварочную зону.

При воздействии температуры бура плавится и распределяется по металлу. Из-за этого сама деталь прогревается равномернее и быстрее достигает нужной температуры. Не забывайте, что нержавейка — металл тугоплавкий, поэтому для прогрева металла необходимо потратить немало времени. При нагревании детали следите за цветом. Если металл приобрел красный цвет, значит пора вводить припой.
Но, о технологии пайки мы расскажем чуть позже. А пока еще пара слов о флюсе. Его следы неминуемо останутся на поверхности металла после пайки, поэтому их необходимо удалить. Самый простой способ — применение воды. Если деталь небольшого размера, то ее можно просто промыть под водой. Второй способ — пескоструйная обработка. Это трудоемкий, но крайне эффективный вариант.
Для удаления флюса категорически нельзя использовать соляную или азотную кислоту. Они эффективно и быстро очищают металл. Но при том могут повредить его поверхность и ухудшить качество швов.
Выбор флюса
Недостаточно просто знать, какой флюс подходит для пайки нержавейки. Необходимо понимать, как его выбирать. Выше мы уже упомянули, что для домашней работы лучше использовать пастообразный флюс или даже жидкий. Он наносится с помощью кисти. А вот порошкообразный или сыпучий флюс скорее подходит для профессиональной сварки на производстве.
С консистенцией все ясно. А что насчет состава флюса? Здесь не все так просто. Многие ошибочно полагают, что раз флюс называется «бура», значит и состоит он из этого компонента. Это не совсем так. Бура (она же натриевая соль борной кислоты) — это около 70% от всего флюса. Остальные 30% — сама борная кислота и фтористый кальций в разных пропорциях. Желательно, чтобы фтористого кальция было меньше, чем борной кислоты.
Если вы будете работать с деталями небольшого размера, что часто бывает в домашних условиях, то флюс для пайки нержавейки можно приготовить своими руками. В этом случае необязательно использовать фтористый кальций. Достаточно смешать буру и борную кислоту в равных пропорциях. Т.е., 50% буры и 50% борной кислоты. Все компоненты должны быть в сухом виде. После смешивания полученная смесь разбавляется водой и наносится на место пайки.
Где применяется
 После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
Типы припоев
Все припои, при помощи которых может осуществляться пайка нержавейки, делятся на две большие группы: мягкие и твердые. Одни из них подходят для посуды пищевого назначения, поскольку не содержат опасных соединений. В эту категорию входят оловянные припои без свинца в составе. Все остальные изделия можно соединять составами марки ПОС. Они довольно эффективно скрепляют детали из нержавейки технического назначения.
Листовую сталь, сплавы с медью (латунь, бронзу, чугун), другие разнородные металлы соединяют при помощи твердых многокомпонентных или серебряных припоев. Это наиболее простое решение, позволяющее получить прочное крепление элементов между собой
Чтобы лучше разобраться в особенностях каждой группы, стоит обратить внимание на популярные типы и марки составов
Мягкие
Чистое олово и оловянно-свинцовые припои обладают определенными преимуществами при пайке нержавеющей стали. Мягкие металлы имеют малую температуру плавления, позволяют не перекаливать сплав. Процесс подготовки к пайке занимает минимум времени. Соединение получается довольно прочным, но для значительных механических нагрузок не годится.
Среди мягких припоев общего назначения выделяются составы ПОС. Они широко распространены, выпускаются в различных формах и объемах. Наиболее популярными считаются следующие варианты.
- ПОС-18. В составе присутствует 18% олова, сурьма в пределах 2,5%, среди других легирующих добавок – висмут, мышьяк, медь. Остальной объем занимает свинец.
- ПОС-30. Здесь доля олова достигает 30%, сурьмы – 1,5%.
- ПОС-40. Доля свинца не превышает 58%, олово занимает около 40%, 2% объема приходится на сурьму.
Твердые
При создании соединений на ответственных, нагружаемых участках, при скреплении листового металла более эффективным решением становится использование твердых припоев. Они изготавливаются из смеси серебра, цинка и меди, в некоторых случаях в качестве добавок здесь используют также палладий, кадмий, фосфор, никель. Объемная доля благородного металла здесь варьируется от 10 до 80%, но наиболее часто применяют варианты с долей от 25 до 45%. Включение кадмия в состав в основном связано с необходимостью понижения температуры, при которой металл способен оплавляться.
Среди популярных марок таких припоев можно выделить следующие варианты:
- ПСр 25;
- ПСр 40;
- ПСр 45;
- ПСр 70.
Важно учесть, что цифра в маркировке соответствует объему серебра в составе. Чем она выше, тем ниже будет температура плавления
Например, у ПСр 10 она составляет 850 градусов по Цельсию, а у ПСр 72 – всего 779. Наличие фосфора в составе позволяет, не применяя флюсов, паять омедненные нержавеющие стали. Никель и кадмий помогают повысить текучесть припоя.
Ремонт цепочки
 Описанным способом может быть осуществлена пайка колец из золота и цепочек с достаточно крупными звеньями. Чтобы спаять золотую цепочку с мелкими звеньями, существует другая технология.
Описанным способом может быть осуществлена пайка колец из золота и цепочек с достаточно крупными звеньями. Чтобы спаять золотую цепочку с мелкими звеньями, существует другая технология.
Опилки из золота замешиваются в касторовом масле с добавлением фосфора. В повреждённой цепочке аккуратно выравниваются все погнутые и разорванные участки.
Работа должна выполняться очень тонким инструментом с использованием увеличительной лупы. После этого повреждённый участок цепочки смачивают полученным раствором.
В результате этого, мельчайшие опилки из золота заполняют места разрывов звеньев. Если теперь поместить этот участок цепочки в пламя горелки, частицы золота расплавятся и заполнят разрывы.
И последнее. Перед началом пайки, особенно если она выполняется впервые, следует оценить риски, связанные с возможной порчей украшения из золота. Может быть, в этом случае предпочтительней воспользоваться услугами мастерской.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.

Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Какие применяют припои
Для запаивания предметов из серебра применяются, в том числе в промышленности, серебряные припои. Они представляют собой сплав серебра с прочими металлами, характеризуются надёжностью, прочностью и, что самое главное, невосприимчивостью сварных швов к коррозии.
Наиболее востребованными считаются ПСР-10, ПСР-15, ПСР-25 (число на конце отражает содержание драгметалла в процентах). А для усиления антикоррозийной защиты при пайке может применяться, допустим, ПСР-70.
Марки отличаются друг от друга не только составом, но также плотностью, температурой плавления, сопротивлением к электричеству.
Припои могут продаваться в виде уже готового порошка или нарезанных кусочков по 2-3 миллиметра. Также можно встретить припои в форме проволоки или цельных листов – в этом случае нарезать кусочки нужных размеров придётся самостоятельно (это легко сделать обыкновенными кусачками).
Технология пайки нержавейки оловом
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения
Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель. Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители (646, 657) и т.п.
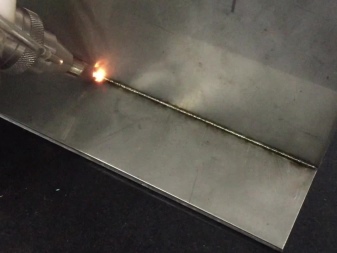
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения. При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок.

Принцип пайки нержавейки
Всю область пайки следует прогреть до температуры плавления припоя.
Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
При низких температурах
 При низкотемпературном методе сплавления чугуна его поверхность подвергается предварительной обработке, для чего используют специальный флюс.
При низкотемпературном методе сплавления чугуна его поверхность подвергается предварительной обработке, для чего используют специальный флюс.
Помимо обработки флюсом может применяться электрохимический метод, состоящий в помещении заготовок чугуна в особые соляные ванны. По завершении этих операций подготавливаемая к пайке поверхность обезжиривается ацетоном.
Для качественного обезжиривания чугуна перед пайкой также может использоваться раствор щелочей или авиационный бензин.
Для обработки подготовленного материала потребуется один из двух инструментов:
- специальный паяльник мощность до 1 киловатта (для пайки);
- газовая горелка, используемая при сварке чугунных деталей.
В тех случаях, когда в припое присутствуют сложные соли хлора, олова или меди для пайки чугуна рекомендуется применять флюсы, изготовленные на основе хлористого цинка.
Чтобы облегчить процедуру сплавления, можно воспользоваться методом контактного омеднения с использованием медного купороса.
Распространенные ошибки
Самой распространенной ошибкой при пайке нержавейки является
- некачественная зачистка;
- недостаточное обезжиривание;
- недостаточный прогрев деталей, вследствие чего припой не проник во все зазоры и не соединил их.
Требуется периодически очищать наконечник жала паяльника.
Качество соединения можно проверить, попробовав поковырять его шилом или отверткой. Надежное соединение можно лишь поцарапать, отслоить припой от нержавейки не удастся.
Зачистка нержавейки после пайки
После остывания пайки проводят зачистку от остатков паяльного состава и флюса. Пищевую посуду из нержавейки перед использованием нужно промыть теплым мыльным раствором и прокипятить.
Распространенные ошибки
Процессу пайки нержавеющей стали могут помешать ошибки самого мастера, выполняющего работу. Можно выделить ряд часто встречающихся проблем.
- Низкое качество зачистки. Плохо обработанная перед началом пайки нержавеющая сталь приведет к тому, что припой просто будет скатываться с поверхности, не задерживаясь на ней. При появлении такого эффекта нужно заново выполнить механическую обработку, тщательно удаляя следы окисления с металла.
- Плохое обезжиривание. Оно также может негативно повлиять на то, как именно будет ложиться припой любого типа.
- Слабый прогрев. Если детали не удается раскалить достаточно интенсивно, паяльные составы останутся в твердой форме, не переходя в текучее состояние. Исправить ситуацию можно, увеличив силу прогрева.
- Выбор паяльника с обгораемым жалом. Его поверхность придется очищать — это помешает непрерывному прогреву металлических заготовок.
- Выбор канифоли в качестве флюса. При работе с нержавеющей сталью она совершенно бесполезна.
- Использование припоя с высоким содержанием свинца. Лучше отдать предпочтение вариантам, где выше процент олова.
- Преждевременная проверка соединения. Шов, в котором жидкий припой еще не успел схватиться, может утратить прочность. Пайку придется проводить повторно.
- Спаивание разнородных металлов без предварительного лужения. Соединить медь и нержавеющую сталь без дополнительной обработки не получится.
- Использование паяльника при соединении деталей с большой площадью соприкосновения. Флюс здесь будет слишком быстро окисляться. Нужно использовать газовую горелку, лучше с несколькими соплами.

Учитывая все эти моменты, можно произвести работы по пайке нержавеющей стали в домашних условиях без особенных затруднений.


В следующем видео рассказывается о пайке нержавеющей стали.
Несеребреные припои
Применять свинцовый припой при пайке серебряных ювелирных изделий, специалисты категорически не советуют. Такой метод не принесёт желанного результата. К тому же следы свинцового припоя будет трудно удалить.
Есть здесь и ещё один важный момент — многие украшения из серебра имеют постоянный контакт с телом, так как их надевают весьма часто. А свинец очень токсичен и способен впитываться через кожу, что несёт весьма негативные последствия для организма.
Что касается , то здесь не всё так однозначно. Теоретически спаять серебро таким припоем можно, но шов, скорее всего, получится не очень аккуратным, вещь может утратить свою былую эстетичность.
Со временем олово потемнеет, и зона пайки будет очень заметна. Если понадобится новая пайка, и она будет сделана, допустим, в ювелирной мастерской серебряным высокотемпературным припоем, олово попросту сгорит.
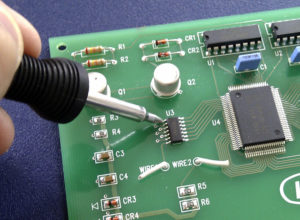
Безусловно, пайка может понадобиться не только ювелирным изделиям, но и, например, серебряным элементам электронных печатных плат. В этом случае технология пайки требует обязательного применения припоя ПОС-60, в котором содержится 60% олова и 40% свинца.
Данный припой выпускается в виде тонких трубочек со смолой, которая выполняет функцию флюса (то есть дополнительно покупать или приготавливать флюс нет необходимости).









