Что и как можно спаять
Содержание:
- Что понадобится?
- Другие виды пайки
- Меры безопасности при пайке
- Порядок действия при сборке
- Как паять паяльником медные провода
- Что такое пайка и в чем суть процесса
- Пайка посуды или емкостей
- Флюс
- Что потребуется для пайки
- Важные советы
- Другие виды пайки
- Ошибка №7 Чистка жала.
- Припои
- Возможные проблемы
- Как правильно паять феном
- Использование самодельного жала
Что понадобится?
Паять приходится сборщикам, рядовым инженерам, а иногда и конструкторам. Но запастись паяльным аппаратом недостаточно — необходим еще целый ряд устройств и принадлежностей. Важную роль играет дымоуловитель (вытяжка). Это устройство очищает воздух не только от дыма, но и от других токсичных испарений. Основными компонентами техники являются мощный вентилятор и фильтр специальной конструкции.
Поглотители дыма чаще всего крепят на рабочую поверхность. Специальные пантографные компоненты придают им максимальную гибкость. Продолжая описывать перечень инструментов для пайки, обязательно следует упомянуть и специальный пинцет. Многие специалисты и любители пользуются целым комплектом пинцетов, выбирая наиболее подходящий в конкретном случае. Но наиболее практичными оказываются пинцеты с фиксацией, выручающие в самых сложных ситуациях, когда невозможно зажать инструмент пальцами плотно, или деталь уже выпала.
Непременно следует обзавестись и монтажным столом — паять на обычном столе куда труднее и опаснее. Существуют модификации такой рабочей мебели, рассчитанные на любую доступную площадь. Чаще всего основная столешница делается из листового металла, и к ней крепятся такие же боковины. Но столешница может быть сделана и из фанеры с текстолитовым покрытием. Для сложных работ чаще применяют специализированные термостолы, позволяющие паять печатные платы равномерно. По умолчанию обычно добавляются регуляторы температуры.
Пайка часто проводится с использованием газовой горелки. Обычно этот инструмент применяют для обработки алюминиевых изделий. Но точно так же его используют и при работах с медью. Разные варианты ставятся в жестко фиксированном виде. Либо же предусматривается возможность корректировать положение. Крепление баллона тоже выполняется различным образом.
Работы с электроникой существенно упрощаются при использовании держателя плат. Иногда эту систему даже называют «третьей рукой» – настолько она полезна. Чтобы можно было успешно паять самые мелкие детали, приходится использовать лупу бестеневого образца. Вместо нее часто покупают микроскопы
Но важно понимать, что недорогие микроскопы от неизвестных производителей пригодны только для самых быстрых работ. После 10 минут уже обычно начинаются неприятные ощущения в глазах
Лучше покупать проверенные микроскопы от российских производителей. Европейские, американские, японские, фабричные китайские — тоже можно, но разница в цене очень существенна, а по характеристикам особых отличий нет.
Многие лупы для пайки выполняются в виде налобных очков. Подобный инструмент является постоянным орудием в обиходе радиомонтажников, ремонтников телефонов и других подобных специалистов. Сами паяльные работы проводятся с использованием мягких и твердых припоев, причем в каждом случае припой подбирают индивидуально. Латунная проволока на базе цинка и меди позволяет обеспечить почти то же качество соединения, что и хорошие сварочные работы — поэтому специалисты и ценят высоко состав ЛБЗ.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
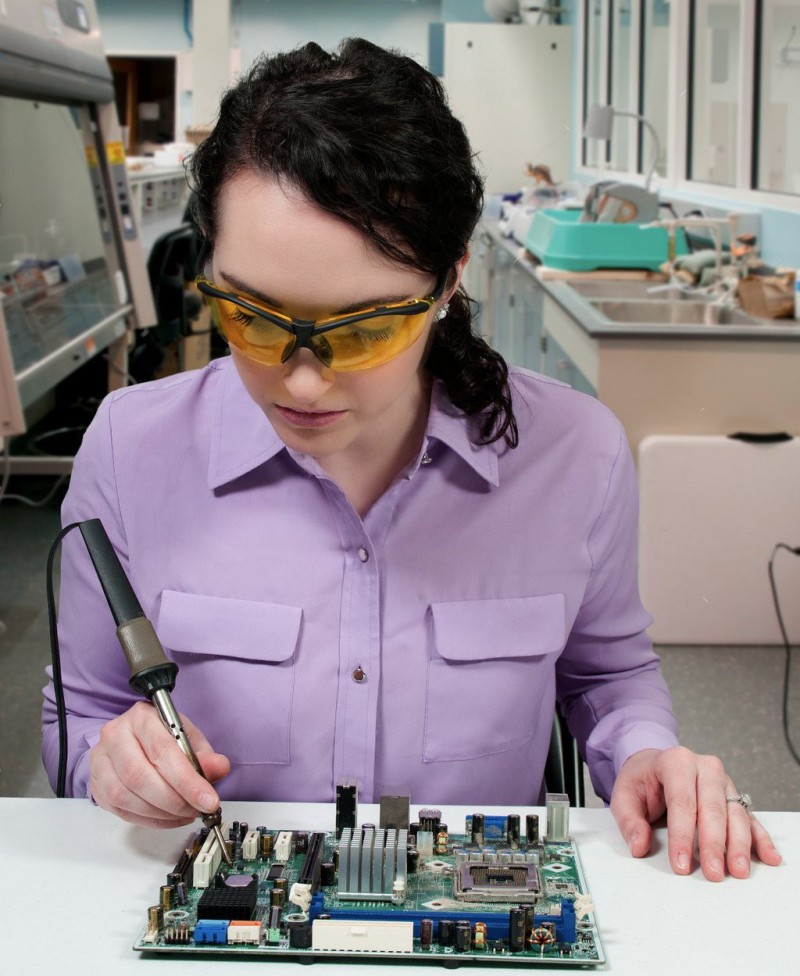
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Порядок действия при сборке
Теперь мы приступаем к ответственному моменту сборки:
- Изготавливаем нагревательный компонент для паяльника. Аккуратно наматываем на наш отрезок определённую длину нихромовой проволоки. Подбор длины осуществляется опытным путём, главное, нужно добиться наматывания спирали для того, чтобы мы могли обеспечить максимальную рабочую температуру в пределах 350-450 С.
- Берём тот же отрезок одножильного медного провода и аккуратно на него надеваем трубочку из термостойкого материала. Далее наматываем на трубку по спирали готовую длину отрезка спирали из нихромовой нити.
- Рассматриваем кончики спирали. На неё необходимо также навесить еще более тонкие трубочки. Всю готовую конструкцию помещаем внутрь более толстой готовой трубы. Обязательно вынимаем медный провод, чтобы он был в свободном положении.
- Нагревательный компонент практически полностью готов. Теперь остаётся только вставить внутрь нашей медной трубки от заранее подготовленного отрезка от антенны. Всю готовую конструкцию помещаем в наше жало. Для прочности и целостности конструкции жало необходимо закрепить саморезами.
- Теперь наш прибор практически готов. Остаётся только подсоединить к заранее подготовленным концам питающий шнур. Аккуратно вставляем всю конструкцию в заранее подготовленную ручку.
Этот вариант идеально подходит для тех, кто не желает тратиться на покупку материалов
Обратите внимание в вашем доме на ненужные детали, которые вполне подойдут для изготовления собственными силами электроинструмента для пайки деталей
Паяльник из резистора: основные азы изготовления
Существует дополнительный способ изготовления прибора для пайки, это самодельный паяльник из резистора. В качестве резистора используем детали серийного мощности типа ПЭ или аналоговой ПЭВ. Резисторы способны гасить режимы сопротивления, без которых невозможно обойтись в процессе эксплуатации. Можно также использовать резистор серии МЛТ-05. Такой резистор имеет приемлемое сопротивление в 5-10 Ом, необходимые для нашего паяльника.
Паяльник из резистора
Процесс работы по сборке имеет идентичные операции, как и для изготовления прибора, имеющий аккумуляторную батарею. При помощи обычного медицинского скальпеля, а также тонкой наждачной бумаги, удаляем краску с резистора. После этого производим подключение резистора к нашему источнику питания. Далее производим тщательную очистку одной из ноги резистора, второю ногу нам придётся использовать в качестве токоведущей части и крепёжного компонента. Далее, в том месте, где была удалена нога, проделываем небольшое отверстие диаметром в 1 мм. Этот процесс потребуется для установки жала в конструкцию паяльника. Теперь необходимо при помощи электроинструмента раззенковать отверстие большего диаметра. Это необходимо для того, чтобы жало в процессе работы не соприкасалось с чашечкой. Берём надфиль и при помощи инструмента делаем дополнительный пропил, причём идеально круглой формы для осуществления элемента токовода на рабочую глубину на 2\3 от основной толщины.
Непосредственно токовод можно изготовить из специально подготовленной и хорошо лудящейся пружинки, но при этом конструкционные колечки должны очень хорошо надеваться на конструкцию чашки. Теперь необходимо изготовить плату. В качестве материала необходимо использовать текстолит. Сама плата должна иметь широкую основу для осуществления припаивания непосредственной части токовода, а также для рассеивания тепла; средняя часть платы будет предназначена для ручки, за которую будем держать паяльник; самая узкая сторона платы предназначена для крепления проводов, а также конструкции кембрика.
Приступаем к сборке
На токовод одеваем предусмотренные колечки для чашечек, припаиваем к основной плате. Крепим жало, но необходимо его заизолировать при помощи слюды или керамики, это необходимо для ограничения доступа тока. В конце работы к плате припаиваем провода, можно использовать из серии МГТФ, В качестве детального источника обеспечения питания используем блоки из серии БП1А, 0-15В. Паяльник готов, можно приступать к работе.
Перед началом работы, рекомендуется протестировать прибор, и только после этого использовать по прямому назначению.
Как паять паяльником медные провода
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Припой прутком 2 мм
Теперь еще один важный момент, перед тем как паять медные провода – это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
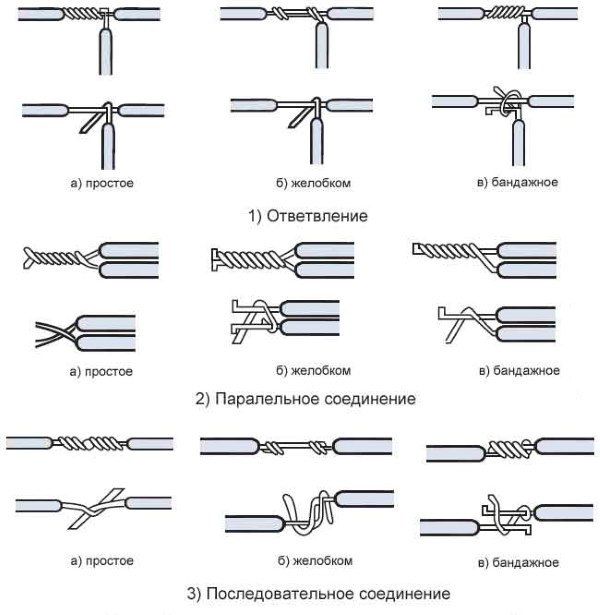
Способы соединения проводов скруткой
После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.

Жидкая канифоль
Визуально можно определить качество пайки электропроводки и электронных плат: 1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов. 2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают – можно ли паять под напряжением. Ответ однозначен – нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Пайка посуды или емкостей
Очень часть возникает необходимость в проведении паки посуды и других емкостей. Без подходящего паяльника провести работу можно только в случае, если отверстие имеет диаметр 6 мм. Среди особенностей проводимой процедуры отметим следующие моменты:
- В качестве припоя применяется ПОС60. Этот сплав характеризуется более привлекательными эксплуатационными характеристиками, создаваемая заплатка может выдерживать существенное механическое воздействие.
- Участок вокруг места дефекта зачищается. Рекомендуется создать поверхность, которая напоминает воронку.
- Обработка проводится при применении соляной кислоты. Она способна удалить все загрязнения с обрабатываемой поверхности.
- С обратной стороны рекомендуется разместить пластину, которая не даст вытекать припою. После застывания сплава пластина убирается.
Припой ПОС-60 1мм
Как и ранее, припой следует сделать стружкой, которая заполняет отверстие. После этого на проблемный участок нагревается при помощи лампы или другого источника тепла.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.

В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.

Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.

Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.

Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.

Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.

Что потребуется для пайки
Перед тем как начать паять провода, нужно подготовить:
- Паяльник. Это главный инструмент для работы с металлическими изделиями. Им расплавляется припой, с помощью которого соединяются элементы микросхемы. Приборы имеют разные мощности. Чем выше этот показатель, тем быстрее нагревается паяльник. Рекомендуется выбирать инструмент мощностью больше 60 Вт. Работает паяльник от электросети 220 В.
- Припой. Под этим термином подразумевается сплав на основе олова, используемый для соединения металлов с высокой температурой плавления. Припой представляет собой длинную проволоку, реже олово продается небольшими кусками.
- Канифоль (флюс). Используется для лужения элементов микросхемы. Канифоль дает надежное сцепление металлов с другими материалами.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Другие виды пайки
Любители мастерить также часто паяют сухим паяльником с бронзовым нелуженым жалом, т. наз. паяльным карандашом, поз. 1 на рис. Он хорош там, где недопустимо растекание припоя вне зоны пайки: в ювелирных изделиях, витражах, паяных предметах прикладного искусства. Иногда всухую паяют и микрочипы, монтируемые на поверхность, с шагом расположения выводов 1,25 или 0,625 мм, но это дело рискованное и для опытных специалистов: плохой тепловой контакт требует избыточной мощности паяльника и длительного нагрева, а обеспечить стабильность прогрева при ручной пайке невозможно. Для сухой пайки применяют гарпиус из ПОСК-40, 45 или 50 и флюс-пасты, не требующие удаления остатков.

Прочие виды пайки, осуществимые дома
Тупиковые скрутки толстых проводов (см. выше) паяют погружением в футорку – ванночку с расплавленным припоем. Когда-то футорку грели паяльной лампой (поз. 2а), но ныне это дикость первобытная: электрофуторка, или паяльная ванна (поз. 2) дешевле, безопаснее и дает лучшее качество пайки. Скрутку в футорку вводят сквозь слой кипящего флюса, подаваемого на припой после его расплавления и прогрева до рабочей температуры. Простейший флюс в данном случае – порошок канифоли, но она скоро выкипает и еще быстрее пригорает. Лучше флюсовать футорку бурой, а если паяльная ванна используется для оцинковки мелких деталей, то это единственно возможный вариант. В таком случае максимальная температура футорки должна быть не ниже 500 градусов Цельсия, т.к. цинк плавится при 440.
Наконец, массивную медь в изделиях, напр. трубы, паяют высокотемпературной пайкой в пламени. В нем всегда есть несгоревшие частицы, жадно поглощающие кислород, поэтому пламя обладает, как говорят химики, восстановительными свойствами: снимает остаточный окисел и не дает образоваться новому. На поз. 3 видно, как пламя специальной паяльной горелки буквально выдувает все ненужное из зоны пайки.

Ручная высокотемпературная пайка в пламени
Высокотемпературную пайку ведут, см. рис. справа, равномерно потирая с нажимом зону пайки 1 палочкой твердого припоя 2. Пламя горелки 3 должно следовать за припоем, чтобы горячее пятно не оказалось на воздухе. Предварительно зону пайки греют, пока не пойдут цвета побежалости. К луженой твердым припоем поверхности можно припаять что-то еще припоем мягким как обычно. Подробнее о пайке в пламени см. далее, когда дело дойдет до труб.
Курьезно, но в некоторых источниках паяльную горелку обзывают паяльной станцией. Ну, рерайт есть рерайт, что с него возьмешь. На самом деле настольная паяльная станция (см. след. рис.) – оборудование для тонких паяльных работ: с микрочипами и др., где недопустим перегрев, растекание припоя куда не надо и пр. огрехи. Паяльная станция точно поддерживает заданную температуру в зоне пайки, и, если станция газовая, то контролирует подачу туда газа. В таком случае горелка входит в ее комплект, но сама по себе паяльная горелка паяльная станция не более, чем каменоломня – собор Василия Блаженного.

Настольные паяльные станции
Ошибка №7 Чистка жала.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.

Она выгорает
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.

После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.

У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.

После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
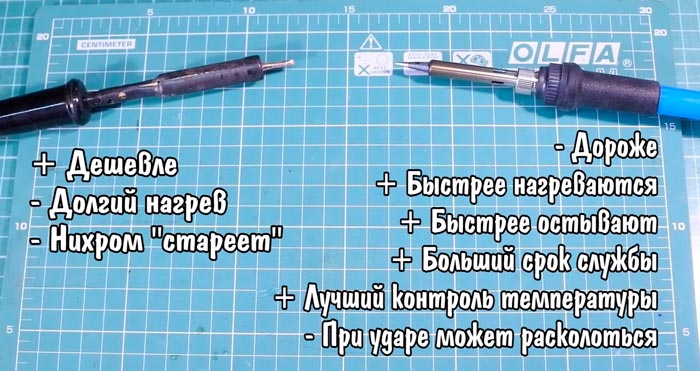
При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.

Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.

Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.

При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:

отвертка
Для пайки
крупных компонентов.
скошенная кромка
Для переноса
припоя.
конус
Для средних
по размеру компонентов.
игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.
Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.

Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.

Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.

Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Возможные проблемы
К сожалению, не всегда даже у опытных мастеров процесс спаивания разных металлических элементов проходит удачно. В некоторых случаях могут возникнуть проблемы, которые легко выявляются визуально.
- Слабое нагревание соединяемых элементов. Если говорить профессиональным языком, данная проблема называется «холодная пайка». В такой ситуации припой становится тусклым, а его механическая прочность ослабевает. Он очень быстро разрушается.
- Сильный нагрев компонентов. В такой ситуации припой не покрывает поверхность соединяемых элементов. Говоря простыми словами, фиксация полностью отсутствует.
- Случайный сдвиг соединяемых компонентов, произошедший до затвердевания припоя. К сожалению, такая проблема возникает очень часто, когда посторонние шумы и звуки не дают мастеру сконцентрироваться на своей работе. В такой ситуации возникает разрыв пленки припоя, что можно увидеть невооруженным взглядом. Соответственно, соединение между элементами пропадает.

О том, как правильно паять паяльником, смотрите в следующем видео.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
Шаг около 20 — 30 °C на каждые десятки секунд.
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки. Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.
Самодельное жало
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.









