Как паять медные трубы
Содержание:
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
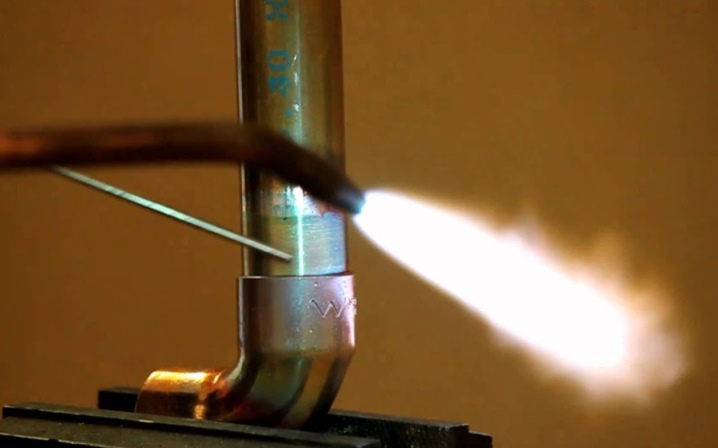
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Разновидности и особенности припоев
Во избежание порчи изделия, можно узнать, как сделать припой в домашних условиях. Существует 3 основных типа.
Большая доля припоев, используемых для пайки радиоэлектроники, изготавливается на основе олова. Вторым и обязательным компонентом является свинец. В зависимости от пропорций отличаются свойства припоя: чем больше содержания свинца, тем выше температура плавления. Для повышения прочности и температуры плавления, в припой может быть добавлен третий элемент: кадмий, сурьма.
Бессвинцовые припои — это новая разработка химиков. Такие припои изготавливаются на основе олова, но с добавлением серебра, кадмия, цинка, меди, алюминия. Все припои на основе олова отличаются высокой адгезией с металлическими поверхностями. Хорошо смываются кислотами, а также позволяют проводить работы с большим количеством металлов. Они относятся к легкоплавким и маркируются индексами ПОС.
Инструменты и материалы для пайки меди
- труборез;
- фаскосниматель;
- труборасширитель;
- металлическая шерсть;
- тиски;
- пассатижи;
- пинцет;
- паяльник;
- припой;
- флюс;
- бура;
- паяльное масло;
- газовая горелка.
Схема электросварочного аппарата.
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей. Как правильно паять медь? Нужно делать это паяльником или горелкой с узконаправленным пламенем. Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго
При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени
Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго. При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм
Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке. Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры. Растекается по поверхности флюс под действием капиллярных сил
Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей
Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали. Обыкновенная канифоль также может быть использована, но возможны проблемы с ее нанесением.
Чёткие действия
В процессе пайки следует обязательно соблюдать чёткую последовательность операций.
Поверхность металла зачищается от грязи и окислов, после чего обезжиривается. Для этого в ход идут металлические щётки, различные абразивы и растворители. Как вариант – спирт.
Детали тщательно фиксируются. Если идёт речь о пайке труб, рекомендуется зафиксировать их с помощью специальных струбцин
Это важно не только при выполнении соединения встык, но и в том случае, когда трубы вставляются одна в другую.
Металл как следует прогревается. Только после этого, если есть необходимость, на его поверхность наносится флюс
Проще всего это сделать с помощью кисточки.
Распределить по поверхности труб заранее измельчённый припой невозможно. Поэтому наносить его следует постепенно, наращивая массу и равномерно распределяя состав по поверхности детали. Следует следить за тем, чтобы материал не приставал к жалу, своевременно производя очистку инструмента. Следует следить за тем, чтобы не оставалось пропусков, а шов получился герметичным.
Соединённые таким образом трубы или другие детали из меди будут способны выдерживать значительные нагрузки и прослужат долго.
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Процесс спайки меди
Порядок действий зависит от выбранного способа сварки.
Низкотемпературная пайка
При использовании этого способа выполняют такие действия:
- Направляют пламя горелки на место соединения. Контактное пятно должно непрерывно перемещаться, что обеспечит равномерный прогрев.
- Подают припой в монтажный зазор. При достаточном нагреве мягкий материал начинает расплавляться.
- Отводят горелку, позволяя присадке распределиться по технологическому зазору. Если припой еще не расплавился, продолжают термическое воздействие. Разогревать присадочный материал отдельно не нужно: он должен плавиться под воздействием тепла, отдаваемого медью.
- Охлаждают место соединения естественным способом. До полного остывания припоя трогать спаянные детали нельзя.
В некоторых случаях горелку с пламенем заменяют электрическим паяльником. Порядок выполнения действий будет тем же, однако работы займут больше времени.
Использование горелки
Для соединения труб этим методом выполняют следующие действия:
- устанавливают элементы трубопровода в правильном положении;
- прогревают место стыковки;
- подают твердый присадочный материал к обрабатываемой области, размягчают его газовой горелкой;
- осматривают место соединения, оценивая правильность наложения присадки на основание (в процессе контроля трубу проворачивают, осматривая шов по всей протяженности).
Специалисты советуют вести горелку вдоль шва быстро и равномерно. Время воздействия должно быть минимальным, горящий в приборе газ — давать синее пламя. О достижении необходимой температуры свидетельствует изменение цвета меди на темно-красный.
Инструкция по изготовлению
Готовим припой для пайки серебра своими руками. Поскольку для расплавления тугоплавких элементов используется горелка, делаем это в гараже или мастерской. Серебряный припой состоит из 2 элементов:
- серебра в количестве 3 гр;
- латуни (медь + цинк) 1 гр.
Серебро должно быть максимально чистым – 925 пробы. В качестве латуни можно использовать бой латунных изделий, монеты. Или взять в соотношении 70% меди и 30% цинка. Двухкомпонентный сплав должен быть именно в таком соотношении, поскольку при увеличении содержания цинка уже до 40%, повышается хрупкость.
Расплавлять элементы нужно в первую очередь те, которые иметь высокую температуру плавления и добавлять остальные по уменьшению. Температура плавления меди – 1080° С, серебра – 930° С, цинка — 420° С.
Для производства домашнего припоя нам понадобится небольшая изложница и чаша, в которой мы будем плавить. Лучше всего, если это будет чугун. Прогреваем изложницу и добавляем в нее немного воска, нагреваем чашу. Если мы используем готовую латунь, то плавление начинается с серебра. Если это 3 отдельных элемента, то плавление начинаем с меди. При неполном расплавлении добавим серебро, при смешивании процесс начинает происходить быстрее. В конце добавляем цинк. Не переставая нагревать чашу с металлом, сливаем получаемый расплав в изложницу. Охлаждение расплава происходит очень быстро, за считанные секунды. После кристаллизации можно полученную заготовку охладить.
Чем можно заменить припой для пайки оловянный? Эта категория отличается высокой пластичностью и адгезией к металлической поверхности. Невысокая тугоплавкость позволяет применять припой для цветных металлов и тонких деталей. Получается смесь при смешивании олова и свинца в чистом виде. Получить сами элементы можно химическим методом, извлекая олово из консервных банок и крышек. Делаем поэтапно:
- Наливаем воду в банку, ставим на огонь и кипятим. Моем.
- Соединяем 3 батарейки и аккумулятор на 9-2 вольт. Положительный полюс соединяем с банкой, отрицательный с металлом любой формы (пусть это будет электрод).
- Заполняем банку едким натрием или раствор соды.
- Опускаем электрод в банку, но так, чтобы он не дотрагивался до ее стенок.
- Со временем на аноде (электроде) появится осадок чистого олова.
Метод извлечения олова из старых плат требует использования соляной кислоты с последующим выщелачиванием.
Свинец получить в домашних условиях гораздо проще, для этого достаточно:
- разобрать старый аккумулятор;
- найти рыболовные грузила или дробь;
- разобрать и очистить свинцовый кабель;
- найдя ненужные пломбы с водного счетчика.
Рекомендации по применению
Припой применяется в 3 видах: проволока, порошок или стружка и пластина. Выбор формы указывается либо личными предпочтениями, либо особенностями конструкции.
Если вы ищете, где взять припой в домашних условиях, если нет под рукой покупного, определите степень значимости изделия. Возможно полученный припой не будет соответствовать желаемому химическому составу и не обеспечит механические параметры.
Заключение
Альтернатива, чем можно заменить припой, существует в нескольких вариантах. Выделим цели, которые достигаются пайкой: жесткое скрепление деталей (для электроники — сохранении токопроводящей способности элемента). Добиться такого результата можно, при использовании следующих видов клея:
- эпоксидной смолы;
- клеевого пистолета.
Недостатком такого соединения можно считать высокую хрупкость смолы и небольшую прочность горячего клея. Если эти недостатки недопустимы и припоя нет, то можно изготовить даже самый тугоплавкий — медный припой своими руками.
Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.




С алюминием
Но необходимо знать не только, как паять правильно медные трубопроводы или проволоку
Критически важно знать особенности пайки с алюминием — эта процедура тоже встречается достаточно часто. Она весьма трудна, и велика опасность производственного брака
Только очень аккуратное выполнение работы позволяет избежать массы проблем. Типовые флюсы как для алюминия, так и для меди, тут не подойдут.
Справиться с работой как следует сможет только подготовленный специалист. Для этого понадобятся обязательно специализированные расходники. В ряде случаев вообще нужно применять стальные муфты (другие переходники малоэффективны). Идеальный, по мнению экспертов припой (Castolin192FBK), представляет собой пруток с флюсовой низкотемпературной сердцевиной. Малая текучесть позволяет закрывать даже большие отверстия и тому подобные изъяны.
Иногда применяют поверхностную пайку. Тогда требуется максимально нарастить величину контактной площадки между деталями и припоем. На алюминиевой стороне заготовки формируют воронковидный раструб, куда вводится трубка либо проволочка из меди. По краю воронки льют припой, насыщая весь раструб: чем больше глубина воронки, тем лучше.


С нержавеющей сталью
Свои особенности имеет и соединение меди с нержавейкой. В этом случае применимы положения ГОСТа 17349-79
Рассчитывать на простоту процедуры не приходится, и критически важно использовать специализированные припои. Отказаться от использования флюса невозможно
Обязательно придется проводить все положенные этапы обработки по полной программе, применять все вспомогательные материалы.
Особенно важен используемый инструмент. Мелкие детали можно соединить даже простым электрическим паяльником. Чаще, однако, используют горелки. Они позволяют работать быстрее, упреждая окисление флюса. Но надо будет внимательно смотреть, чтобы поверхность не была перегрета.
В качестве припоя можно воспользоваться латунью. Если нужны ответственные соединения, целесообразно применять более дорогой вариант — комбинацию олова с серебром. Некоторые люди применяют радиотехнический припой, но тогда результат не гарантирован. Остывать припой должен естественным образом
Важно: в процессе работы придется обеспечивать интенсивную вентиляцию




С железом
Спаять медь и листовое железо не так-то просто. Нагрев простой горелкой на пропане уже недостаточен. В качестве флюса подходит только бура. Идеальным припоем окажется латунь. Все прочие варианты не позволяют рассчитывать даже на приемлемый результат.











