Гост 166-89. штангенциркули. технические условия (с изменениями n 1, 2)
Содержание:
- Рейтинг лучших моделей
- Конструктивные особенности
- Как штангенциркулем измерить поршень
- Принцип работы
- Как правильно пользоваться штангенциркулем
- Как выбрать?
- Виды штангенциркулей
- Советы по выбору
- Устройство
- Практические примеры
- Как пользоваться штангенциркулем
- Из чего состоит штангенциркуль
- Особенности и назначение
- Какой электронный штангенциркуль лучше выбрать?
- Как правильно пользоваться штангенциркулем
- Как проверить штангенциркуль на точность?
Рейтинг лучших моделей
Широко известными производителями являются следующие фирмы:
- «Микротех» (Украина);
- Intertool, Miol, UKC, Vemer и Wenzhou Sanhe Measuring Instrument (Китай);
- Came To, Digital (Южная Корея).
Однако лучшие модели сегодня выстроились следующим образом (начиная с самого универсального).
Holex 412805 150 – штангенциркуль на 150 мм хода и интерфейсом microUSB для переноса данных на ПК, смартфон или планшет.
Qstexpress 008 – родственная предыдущей модель, но имеет свой дизайн. Пластиковый корпус электронного модуля, точность – всего 0,1 мм, но подойдёт для нечастого применения. Запорный винт отсутствует. Быстродействие всё то же – 1,5 мс.
Конструктивные особенности
Устройство штангенциркуля представлено тремя видами отдельных измерительных устройств, которые имеют общий класс точности и единые пределы измерения.
 Их результаты отображаются на общей шкале штанги и нониуса.
Их результаты отображаются на общей шкале штанги и нониуса.
Составные части штангенциркуля
Конструктивно механизм состоит из:
- базового элемента — штанги;
- подвижной части — рамки с дополнительными устройствами.
Штанга
Все детали размещаются на ней. Она выполнена плоской металлической рейкой с неподвижными губками и шкалой миллиметровых делений.

Рамка
Составная конструкция с внутренними пазами — подвижная рамка перемещается по штанге. Она имеет собственные губки, шкалу нониуса и стопорный механизм.

Узел фиксации состоит из винта регулировки усилия с подпружиненной пластиной, создающей равномерное прижатие при передвижениях рамки по всей длине штанги.

Рабочие кромки губок рамок и штанги имеют угловую заточку. Для выполнения внешних замеров она создана с ограничительными упорами, а внутренних — по всей длине рабочей кромки.

Измерительные шкалы
Отсчет длины измеряемой детали в мм снимают по шкале штанги, а последующее уточнение их долей выполняют по нониусу. Его класс точности в мм бывает:
- 0,02;
- 0,05;
- 0,1.
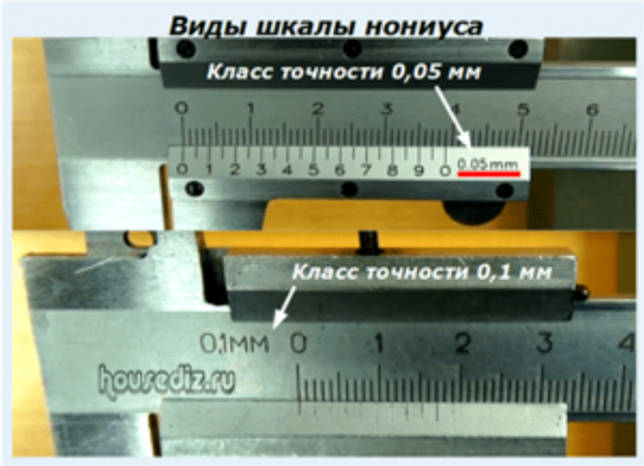
Шкала нониуса может наноситься непосредственно на корпусе подвижной рамки, как показано на нижнем фото, или крепиться винтами для выполнения точной калибровки инструмента — верхний снимок.
Как работают шкалы нониуса и штанги
Разберем на примере штангенциркуля с классом точности 0,1.

Цена одного деления штанги, расположенная сверху, составляет ровно 1,0 мм, а у нониуса — 1,9. Поэтому десять нижних его делений занимают 19 мм.
При всех замерах в качестве указателя размера измеряемой детали используется положение нуля шкалы нониуса, установленное напротив верхних делений. На представленном рисунке он расположен в начале отсчета штанги и указывает на 0 мм длины.
Во время измерения подвижная рамка перемещается по штанге, удаляясь от начала шкалы, и фиксируется в определённом положении, например, как показано на рисунке ниже.

Ноль шкалы нониуса прошел два миллиметра по штанге. Он указывает на целую часть измеряемого числа — 2,0 мм. Из всех остальных девяти меток подвижной рамки ближе всех подошла к верхним калиброванным делениям четвертая. Она и показывает величину дробной части — 0,4 мм.
Остается только их сложить: 2,0+0,4=2,4 мм. Получили результат измерения штангенциркуля в своем классе точности.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
https://youtube.com/watch?v=JBgePO4gRpw%3F
Принцип работы
Этот прибор устроен так же, как и обычный штангенциркуль. У него есть штанга – рейка из твёрдого сплава с нанесённой на ней шкалой делений. К рейке крепится скользящая рамка, которую можно передвигать вдоль штанги. У разметочного штангенциркуля есть 2 губки с напайками из твердосплавных пластин – одна из них неподвижна, представляет собой один из торцов штанги. Другая находится на рамке и двигается вместе с ней.
Некоторые модели оснащены глубиномером, позволяющим измерять глубину отверстий, пазов и канавок. Самый важный элемент прибора, за счёт которого достигается точность измерений, это отсчётное устройство.
Наиболее простой вариант – нониус, который представляет собой обычную шкалу делений, нанесённую на один из краёв прорези рамки. Вместо нониуса, отсчётным устройством может быть циферблат часового типа или специальный компьютер. Разметочный вариант прибора имеет конструкцию, идентичную описанной, и ещё несколько особенностей.
- Циркульную систему разводки. Это приспособление нужно для удобства при проведении разметочных работ.
- Материал губок повышенной твёрдости и их заострённая форма, что позволяет делать разметку по металлу и повышает точность, сводя к минимуму деформацию губок.
Основные технические условия определяет ГОСТ 166-89. Самые важные характеристики, которые стоит учитывать при выборе, такие.
- Диапазон измерения. Штангенциркули с твердосплавными губками 250 мм, 300 мм и 400 мм относятся к инструментам с наиболее широким диапазоном в этой категории.
- Допустимый предел погрешности. В зависимости от диапазона и класса точности принимает значения от 0.05 мм до 0.1 мм. Для моделей с большим диапазоном (1000 мм и более) погрешность может достигать 0.2 мм.
При этом инструменты обоих типов требуют калибровки (установки нулевой отметки), предохранения от загрязнений, перекоса рамки во избежание потери точности.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Как выбрать?
При покупке штангенциркуля проверяйте точность, диапазон замеров (по длине), наличие цифрового измерителя, глубиномерного штыря и стопорного винта, целостность клешней и всей несущей конструкции в целом.
В худшем – прибор полностью может выйти из строя.

Корпус цифромодуля должен быть выполнен из алюминиевого сплава или высококачественного композита. Он не должен люфтить и скрипеть. Яркая шкала может бросаться в глаза, если вы где-то оставили инструмент, но это является лишь приятным бонусом к нему. Штангенциркуль должен быть выполнен сам по себе хотя бы из алюминия или сплава на его основе. Но лучшим выбором является именно прибор из инструментальной нержавейки.

Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.

Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.

Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Советы по выбору
Приобретение любого измерительного инструмента – дело очень важное и ответственное, поэтому к его выбору нужно подходить с особой тщательностью
Первое, на что нужно обратить внимание при покупке прибора – это класс точности и условия, в которых инструмент предполагается использовать
При покупке штангенциркуля, предназначенного для тонких ювелирных работ, лучше остановиться на коротких миниатюрных образцах длиной 12-15 см. Ими гораздо удобнее выполнять замеры небольших предметов, не боясь повредить их поверхности.
Если же на первом месте стоит удобство выполняемых работ, а также скорость измерений, то лучше остановить свой выбор на электронно-цифровой или циферблатно-стрелочной модели. Что касается класса точности, то для бытового применения вполне достаточно прибора с отсчётом 0.1 мм, а для профессиональных образцов требуется куда более высокая точность: шкала отсчёта на таких приборах должна иметь шаг 0.05, 0.02 и даже 0.01 мм.
Следующим важным критерием станет выбор производителя. Специалисты рекомендуют приобретать продукцию известных торговых марок, что будет выступать гарантом надёжности, точности и высокого качества измерительных приборов. Если замеры планируется производить в сложных внешних условиях, лучше приобрести прибор, на котором шкала будет выгравирована на металле, а не нарисована краской. Лучшими профессиональными моделями считаются немецкие, японские и швейцарские образцы, которые в принципе не могут быть дешёвыми. Зато такой штангенциркуль прослужит не один десяток лет и достанется в наследство внукам.
Во время покупки следует проверить наличие сопроводительной документации с указанием класса точности и марки стали, а также убедиться в отсутствии люфта между неподвижными и подвижными частями. Кроме того, нулевые отметки обеих шкал при плотно сведённых губках должны обязательно совпадать. В случае некорректной работы инструмента, слишком тугого или, напротив, лёгкого хода измерительной рамки и губок, а также при наличии дефектов и повреждений от покупки прибора следует отказаться.
Как пользоваться штангенциркулем, смотрите далее.
Устройство
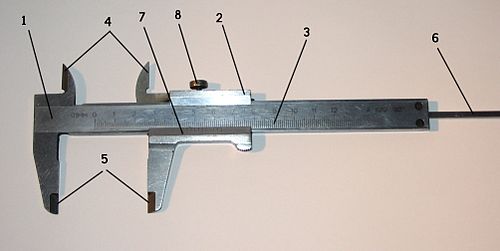
Штангенциркуль типа ШЦ-I: 1 — штанга; 2 — подвижная рамка; 3 — шкала штанги; 4 — губки для внутренних измерений; 5 — губки для наружных измерений; 6 — линейка глубиномера; 7 — нониус; 8 — винт для зажима рамки.
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Практические примеры
Качество измерения зависит как от индивидуальной квалификации специалиста, так и от способности человеческого глаза оценивать объект измерения. Именно по этой причине класс точности штангенциркулей ограничен делением 0,05 мм — более мелкая нониусная шкала с трудом воспринимается зрением и может привести к ошибке. Хотя бывают и штангенциркули повышенной точности — до 0,02 мм. Основная шкала этого прибора имеет цену деления 0,05 мм.
Примеры измерений:
- Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
- Замер внутреннего диаметра втулки. Результат — 27,30 мм.
- Проверка осуществляется замером толщины стенки — 2,80 мм. Пересчет по двум первым замерам дает (33,05−27,30)/2=2,90 мм.
- Замер высоты втулки губками инструмента — 40,40 мм.
- Замер высоты глубиномером — 40,40 мм.
Чем объясняется полученная погрешность 0,05 при замере толщины стенки? Можно назвать три причины:
- погрешность инструмента;
- качество изготовления детали. У втулки при отрезке не сняты заусенцы, что привело к недостоверному результату при замере внутреннего диаметра, а результат замера должен заставить токаря исправить это отклонение;
- третья причина точно сформулирована великим творцом Возрождения Микеланджело: «Циркуль следует иметь в глазу, а не в руке, ибо рука работает, а глаз судит». Глубиномер при замере можно было установить не строго вертикально, полученный замер получился бы недостоверным.
Инструкция инструмента предписывает простые правила, как правильно измерять штангенциркулем — при замере (в том числе глубины) инструмент должен быть установлен строго вдоль или перпендикулярно оси детали, губки должны быть плотно прижаты к измеряемой поверхности, а каретка зафиксирована винтом.
Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
При изготовлении деталей в пределах 8−12 классов точности применяются и другие модификации и виды штангенциркуля. Штангенглубиномер вместо губок оснащен опорными лапками для установки на края или буртики отверстий. Каретка штангенрейсмаса с установленной чертилкой позволяет использовать его для разметки высотных размеров.
По совокупности своих характеристик штангенциркуль нашел свое место в геральдике и эмблемологии, характеризующих его присутствие на гербах некоторых городов или на эмблемах ведомств и структур как символ технической вооруженности.
Originally posted 2018-04-06 09:29:21.
Как пользоваться штангенциркулем
Для работы что с механическим, что с цифровым устройством необходимо знать общие принципы его эксплуатации.
С помощью штангенциркуля можно выполнять такие измерения.
- Внешний размер детали – длину, ширину, толщину, диаметр.
- Внутренний размер отверстия или полости – диаметр, ширину, длину.
- Глубину отверстия или полости.
Также с помощью инструмента можно определить внешний (для наружной) или внутренний (для внутренней) диаметр резьбы. При этом для выяснения номинального диаметра, по которому и маркируется изделие, придется воспользоваться таблицами.
Мерить штангенциркулем любые размеры следует в такой последовательности:
максимально свести (для внешних замеров) или развести (для внутренних замеров) измерительные губки прибора. Для замера глубины выдвинуть глубиномер так, чтобы его конец упирался в дно отверстия, а край штанги – в край отверстия
Важно при этом сохранить соосность отверстия и прибора;
при необходимости зафиксировать ползунок зажимным винтом или просто аккуратно снять/извлечь прибор;
снять показания. Для цифрового прибора достаточно увидеть показания на дисплее, для механического – отметить положение бегунка на разметочной шкале и положение рисок разметки на нониусе.
Вначале отмечается целое число (миллиметры) по основной шкале.
Далее уточняется дробное число, то есть десятые и/или сотые доли миллиметра.
Для этого необходимо определить, какая по счету риска на разметке нониуса точно совпадает с любой из рисок основной шкалы.
Примеры использования штангенциркуля (для сравнения измерение штангенциркулем цифрового типа тех же размеров).
На втором фото хорошо видно совпадение девятой риски шкалы нониуса с делением шкалы штанги. Следовательно, размер составляет 14,9 мм (производитель указывает 15 мм).
При измерении гладкой части стержня болта механический штангенциркуль дает размер 5,4 мм.
Цифровой при таком же измерении дал диаметр 5,3 мм.
При замере длины болта разница также на десятую долю миллиметра – 57,7 мм для механического и 57,61 мм для электронного измерителей.
При замере глубины полости окончание штанги установлено так, чтобы края упирались в край детали, а глубиномер – в дно полости. При этом штангенциркуль установлен максимально ровно, по нормали к дну полости.
Полное совпадение на восьмой риске нониуса, следовательно, глубина составляет 34,8 мм.
При измерении резьбы показания обоих приборов совпали – 5,8 мм
Обратите внимание: чтобы губки измерителя не попали между витками резьбы, необходимо располагать прибор немного под углом, около 35…50 градусов к оси резьбового изделия
Из чего состоит штангенциркуль
Основными составляющими штангенциркуля являются измерительная шкала и дополнительный элемент в виде нониуса. С его помощью удается отсчитать доли деления. Рассмотрим прибор внимательно.
В составе обычного штангенциркуля присутствуют элементы в виде:
- штанг и подвижных частиц;
- измерительной шкалы;
- губки, с помощью которой проводятся внутренние измерения;
- губки, которая позволяет проводить внешние измерения;
- глубинометрической линейки;
- нониуса;
- зажимного механизма.
Схема штангенциркуля
Как видно из рисунка, главным измерительным элементом прибора является линейка, она выполняет роль штанги. Чаще всего её размер составляет 15 см. С одной стороны линейки расположены специальные зажимы, в виде губок.
Различают два варианта губок: внешние – 2, внутренние – 1
С помощью первых удается измерить геометрическую внутреннюю длину, а вторые помогают измерить предмет снаружи. Для повышения точности снятия мерок на раме имеется специальный винт, позволяющий фиксировать результаты замеров.
Нониусный штангенциркуль
Именно такой штангенциркуль чаще всего можно найти в домашней мастерской. Это самый простой механический прибор, который, однако, обеспечивать высокую точность измерений.
Нониус – это дополнительная шкала для расчётов, которая позволяет измерять доли миллиметра, каждый шаг деления составляет 0,19 мм
Циферблатный штангенциркуль и его цифровые вариации
Для того чтобы упростить процесс измерения и легко снимать показания, в электронной версии штангенциркуля нониус заменяется циферблатным механизмом. Здесь не нужно присматриваться и высчитывать показания. Всё для вас сделает электроника. Вам останется только посмотреть на данные и записать их.
Электронный штангенциркуль используется для более точных и быстрых вычислений, к примеру, специалистами для отбраковки деталей
В свою очередь цифровой штангенциркуль может проводить самостоятельные измерения, необходимо лишь зафиксировать прибор в нужном положении.
Особенности и назначение
Штангенциркуль позволяет более точно определить наружный и внутренний диаметр зазоров и отверстий, длину и глубину деталей в различных проекциях. Штангенциркуль специального назначения также позволяет замерить расстояние в пазах, отверстиях малого диаметра, расстояние в проточенной определённым образом детали, расстояние между осями, толщину стенок трубы и т. д.
В простейшем варианте основная часть состоит из неподвижной основы с левой губкой. Правая перемещается вместе с подвижной направляющей – штангой, и соединена с ней жёстко. Эта пара губок служит для внешних замеров. Вторая пара обладает развёрнутыми на 180 градусов резцами и движется аналогично первой паре, служит для измерения внутренних диаметров и расстояний. На штанге располагается вторая шкала, помогающая более точно измерить искомое расстояние. В конце линейки располагается замеритель глубины, позволяющий считать расстояние для глубины отверстий. Для фиксации снятых с детали или отверстия показаний, чтобы не сдвинулась штанга, предусмотрен удерживающий винт с рукояткой.
Датчик поворота валика, прокатывающегося по штанге, размещён внутри – по нему он считает, на какое расстояние продвинулась подвижная часть, и ориентируется по основной шкале.
Точность цифрового штангенциркуля – до 0,01 мм, что приближает его к аналоговому микрометру. Механический микрометр также имеет точность до 10 мкм, но у того диапазон замеров ограничен 2,5-10 см, а у штангенциркуля это предельное расстояние значительно больше – 15-130 см. Электронный штангенциркуль – по сути, простейший микрокомпьютер, обладающий процессором, АЦП, оперативной памятью.
Если к чисто механическому (аналоговому) штангенциркулю не предъявляется особых требований по погрешности («сколько увидел – столько и отметил»), то у цифрового, согласно ГОСТу и международным стандартам, погрешность не должна быть больше 10% от цены деления.
Сфера применения штангенциркуля – металлообрабатывающее производство, автопром и автосервис, ремонт всевозможной техники и изделий, строительство.
Какой электронный штангенциркуль лучше выбрать?
Приобретая такой инструмент, важно понимать задачи, которые в будущем будут решаться с его помощью. Определяясь с тем, какой выбрать электронный штангенциркуль, нужно узнать основные характеристики устройства, которые указываются в прилагаемой инструкции:
- диапазон измерений;
- стоимость прибора;
- погрешность полученных данных.
Внешний осмотр проводят по таким показателям:
- Вид. Устройство должно быть похоже на то, фото которого находится на сайте изготовителя. Номер на корпусе указывает на страну-производителя.
- Подвижная рамка. Должна быть выполнена из прочного материала: стали, сплава алюминия или титана.
- Губки. Поверхность должна быть отшлифована, наличие повреждений не допускается. При сведении дисплей должен показывать 0.
- Точность. Хороший электронный штангенциркуль наделен отличными показателями. Проверку проводят с помощью измерения предмета, параметры которого известны.
- Комплектность. Проводят проверку документов, паспорта о калибровке, пластикового кейса.
К полезному функционалу электронного штангенциркуля относят:
- автоматическое вкл/выкл;
- переключение единиц измерений;
- получение относительных данных;
- переключение режима;
- вывод результатов на другое устройство.
https://youtube.com/watch?v=DjO9dADxSVg%250D
Рейтинг электронных штангенциркулей
Среди всех предложенных на рынке моделей, профессионалы и потребители выделяют:
- ЗУБР ЭКСПЕРТ 34463-150. Показывает измерения с точностью до 0,01 мм. Экран закрыт в металлическом корпусе. С помощью колесика можно работать одной рукой. Можно измерять предметы до 150 мм.
- ADA INSTRUMENTS MECHANIC 150 PRO. Цифровой штангенциркуль с полностью металлическим корпусом. Измеряет предметы, размер которых достигает 150 мм. Благодаря ролику губки двигаются максимально плавно.
- STAYER 34410-150. Корпус собран из пластика. Измерения проводятся благодаря движению рычага под электронным блоком. Величина измерения до 150 мм.
- KRAFTOOL 34460-200. Отличается повышенной надежностью сборки. Может измерять величину предметов до 200 мм. Тонкие губки, позволяют использовать электронный штангенциркуль в труднодоступных местах.
- NORGAU 040051020. Самый лучший ШЦЦ, наделенный высокими показателями точности полученных данных. Подходит для деталей до 200 мм. Корпус дисплея защищен от влаги и пыли.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Как проверить штангенциркуль на точность?
Задавая вопрос, как пользоваться старым штангенциркулем, помним, что правильные результаты получится снять только с проверенного инструмента
Раз в год профессиональные штангенциркули отдают на проверку, а перед использованием даже в домашних условиях лучше обратить внимание на основные возможные неточности
Первым делом проверяют совпадение нулевой черты и наличие просвета между сдвинутыми губками.
На ровной поверхности проверяют нулевую черту на глубиномере.
Важно, чтобы каретка подвижной губки не перемещалась под наклоном штангенциркуля.
В электронной модели многое зависит от вовремя произведенной смены источника питания.
Неплохо узнать и класс точности штангенциркуля, так как определить некоторые замеры иногда нужно максимально достоверно. Первый тип относится к так называемым бытовым штангенциркулям, когда хватает отсчета в 0,1 мм
Для более точных измерений нужны инструменты второго и третьего типа, где значение отсчета уже 0,05-0,01 мм.









