Где пройти обучение на сварщика в москве: список курсов повышения квалификации, их стоимость, трудоустройство
Содержание:
- Устройство
- О безопасности эксплуатации
- Индивидуальное и производственное использование сварки
- Подготовка кромок
- Дефекты и причины их возникновения при точечной сварке
- Перспективы и возможности после обучения
- Режимы работы
- Сущность сварочного процесса
- Программа обучающего курса
- Вертикальное соединение
- Как варить автоматической сваркой
- Экспертный учебный центр «Селигер» (САО)
- Что представляет собой полуавтомат
- Основы сварки полуавтоматом
- Учебный центр «Мосстройкадры» (ЮЗАО)
- Азы электросварки
Устройство
Когда говорят про сварочные машины и аппараты, все чаще подразумевают инверторные системы. В недавнем прошлом они считались образцами простоты. Но за последние годы резко выросла насыщенность электроникой. Существенно выросли их характеристики, работать инвертором стало эффективнее.

Расширилась и функциональность такой техники, несмотря на относительно стабильную и даже снизившуюся отчасти цену.

Сварочный инвертор по электрической схеме достаточно близок к блокам питания, используемым в компьютерах и ноутбуках. Причина проста: они решают сходные задачи. Прежде ключевой частью выступал трансформатор высокой мощности. Он отвечал за понижение напряжения на входе и за снятие со вторичных обмоток сильных (порядка сотен ампер) токов. Этих характеристик хватает для решения типовых сварочных задач. Однако масса традиционных инверторов очень велика, и сварщики с радостью восприняли появление облегченных их вариантов.

Ключевой составной частью оказываются транзисторы, подсоединенные к понижающим трансформаторам. Сокращение размеров трансформирующего узла достигнуто очень простым способом, а именно – введено переключение с высокой частотой, доходящей до 80000 Гц. На мощности такое нововведение не отражается.

Но бывает и другое устройство — сварочный полуавтоматический агрегат. В работе с ним не нужно применять электроды. Зато нужна проволока, расплавляемая в газовой среде. В состав самого полуавтомата включают:
- устройство, снабжающее током (уже упомянутый инвертор либо выпрямитель);
- блок, подтягивающий проволоку;
- горелочный модуль;
- управляющая система;
- электрические кабели;
- специальные шланги;
- резервуары со сварочным газом;
- катушки с проволокой.

О безопасности эксплуатации
В продолжение темы безопасной эксплуатации, хотим отметить индивидуальную защиту. Для работы со сваркой вы должны надеть спецодежду из брезента или плотного сукна. Защитить глаза от ультрафиолета щитками или масками со светофильтрами.
Работать стоит только в рукавицах (крагах) и не проводящей электричество обуви. Спецобувь можно заменить резиновым ковриком. В робе не должно быть легковоспламеняющихся предметов.
Халатное отношение к правилам безопасности зачастую оборачивается для сварщиков печально. Они получают повреждения глазного яблока отлетевшей окалиной, ожоги разной степени, теряют зрение из ультрафиолетового излучения.
Поэтому, проявляйте благоразумие и не игнорируйте технику безопасности.
Индивидуальное и производственное использование сварки
Очевидно, что сварочные работы в быту человека играют неоценимую важность. Доступность инструментов и материалов для сварки позволяет людям открывать небольшие цеха по производству дверей, ворот, ограждений, окон, станции по ремонту автомобилей и другой техники, где требуется сварочные соединения металлических конструкций
Необходимо также заметить, что при помощи технологии сваривания можно соединять не только конструкции из металла, но из различных полимерных материалов. При этом достигает высочайшая степень прочности соединения.
Сейчас сварочному делу может научиться практически каждый желающий. Для этого существуют различные обучающие курсы и курсы для повышения квалификацию. Спрос на такие работы никогда не будет утрачен, так как все металлоконструкции тоже имеют срок годности, а, следовательно, нуждаются в ремонте. В современном производстве происходит постепенное внедрение сварки с использованием лазерного луча, что выведет производство на новый уровень.
На страницах сайта «Сварка и сварщик» мы постарались собрать наиболее обширную информацию о современных методах сварки, технологии сварки, сварочном оборудовании и их применении в производстве и в быту.
Здесь Вы сможете скачать нормативную документацию по сварке (ГОСТ и др.), учебники и учебные пособия по сварке.
Вся представленная на данном сайте информация поможет Вам понять:
- что такое сварка?
- разобраться в особенностях процесса сварки;
- как правильно выбрать сварочное оборудование (выпрямитель, , полуавтомат, автомат)?
- как подобрать (электроды, , , газ)?
- какие использовать?
Сайт weldering.com сделан исключительно для того чтобы сэкономить Ваше время на поиски информации о сварке. Мы не занимаемся продвижением какого-либо коммерческого продукта, определенной фирмы или завода-изготовителя.
Если у Вас найдутся какие-то пожелания, идеи или что-то показалось слишком сложным, непонятным — пожалуйста, сообщите нам, воспользовавшись формой обратной связи. Мы обещаем, что ни одно сообщение не останется без ответа.
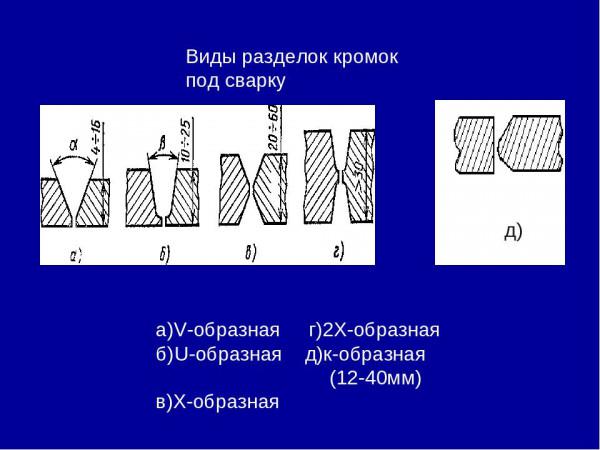
Подготовка кромок
Сварка металла своими руками начинается с грамотной подготовки кромок соединяемых изделий. Невозможно надежно соединить две детали, просто приложив одну из них к другой и подвергнув свариванию. О надежности соединения в этом случае речь идти не может. Форму кромкам придают после их предварительного очищения.

По своей конфигурации разделанные кромки станут похожими на различные буквы, поэтому начинающий сварщик без труда их запомнит. После разделки кромок приступают к надежной фиксации подлежащих сварке компонентов друг относительно друга. Наилучшим способом фиксации является выполнение прихваток. Если детали имеют небольшой размер, то их можно вставить в струбцину и зафиксировать прижимными планками.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Перспективы и возможности после обучения
Специалисты каждого из вышеописанных разрядов востребованы на рынке труда, получают высокую зарплату, ценятся руководством предприятий. Они не остаются без работы – организации и производственные компании находятся в постоянной конкурентной борьбе за высококвалифицированных мастеров, предлагая им лучшие условия.
Зарплата работников зависит от специфики компании. Чем выше уровень сложности работ, тем выше оплата. Получение узкой специализации и повышение квалификации значительно повышает ценность работника.
Следующий уровень обучения – поступление в технический ВУЗ и получение специальности «инженер».
Николай Самусев, электрогазосварщик, стаж работы 15 лет: На рынке труда наибольшую ценность имеют мастера, владеющие несколькими способами выполнения сварочных работ. Они выполняют в организации или предприятии обязанности сразу нескольких специалистов и получать за это высокую заработную плату».
Режимы работы
Сварочные аппараты профессионального и полупрофессионального классов часто работают в продолжительном режиме. Так называют их эксплуатацию при стабильной нагрузке в течение времени, которое позволяет достичь установившейся температуры
Важно: при этом температура окружающего воздуха не должна меняться. На продолжительный запуск рассчитывают преимущественно автоматизированную технику
Существует также и повторяющийся кратковременный режим. Тут тоже предусматривается загрузка на неизменном уровне, но уже на время меньшее, чем нужно для выхода на установившуюся температуру. Это достигается за счет периодических отключений
Важно: в процессе таких отключений аппарат не должен остывать до той же температуры, что и внешняя среда. На время остановок устройство обычно обесточивают
Повторно-кратковременные программы типичны для сварочных полуавтоматов. Так же могут работать и отдельные автоматы. Чаще всего исходят из того, что сварщик «варит» 60% времени, а остальной промежуток отводится на вспомогательные манипуляции. Именно тогда техника и «отдыхает». Но есть и другие тонкости, определяющие вид сварочного режима.
На него влияют также:
количество делаемых проходов (это очень важно!);
темп исполнения сварочных работ;
напряжение в дуге;
сила электричества;
поляризация (в варианте с постоянным током);
толщина используемой проволоки (или наружное сечение электродов);
химический состав этой проволоки либо электродов;
геометрическое строение кромок;
вид обмазки электродного инструмента;
исполнение сварочного шва.
Длину дуги надо удерживать на одном уровне вдоль всей поверхности стыка. Укорачивание этой дуги провоцирует прожиг металла. В тяжелых случаях может прилипать электрод. Если дуга чрезмерно растянута, то она может гаснуть, а при сохранении видимой стабильности — плохо проваривает металл. Для контроля этого показателя опытные сварщики прислушиваются к раздающимся звукам.
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.
Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
- 5-6 мм — глубина;
- 10-32 мм — длина;
- 7-15 мм — ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
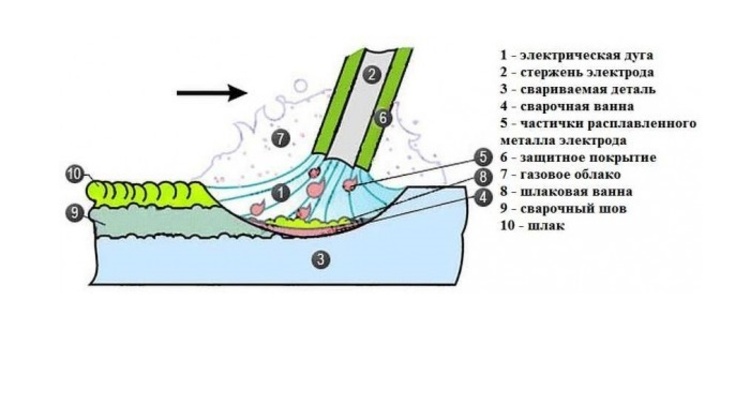
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
- электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
- металл вместе образования дуги расплавляется;
- одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
- в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов образуется в результате движения электрода и перемещения ванны;
- после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.
Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод
Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.
Программа обучающего курса
Программа обучения сварочному делу базируется на поэтапном и постепенном овладении учащимся навыков резки и сварки.
Чтобы отучиться на сварщика, сначала проходят курс теории, а затем – практики, занимающей порядка 70% от часов учебного процесса.
Обучение на сварочное дело подразумевает также изучение:
- правил и норм промышленной безопасности на объектах, подлежащих контролю со стороны РосПотребНадзора;
- оказание первой медицинской помощи пострадавшим;
- изучение всех типов аппаратов – трансформаторов, инверторов, генераторов;
- курс электробезопасности и электротехники.
Вертикальное соединение
Вертикальные швы выполняются несколько иначе, и к их созданию необходимо приступать только после хорошего освоения сваркой в нижнем положении. Критерием в этом случае является прерывистая дуга, обеспечивающая застывание наложенного металла, и предотвращающая его падение вниз. После выполнения прихваток, концом электрода делаются поперечные движения, с отрывом дуги после одной-двух манипуляций. Шов ведется снизу вверх.
Сварочные режимы
Умение подобрать правильный режим сварки — обязательное условие для хорошего качества работы. Вот основные стандарты:
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| 1 | 1 | 15-20 |
| 2 | 2 | 30-50 |
| 3 | 3 | 70-100 |
| 4 | 3 | 100-150 |
| 5 | 4 | 160 |
| 10 | 5 | 180-200 |
Электросварка является экономичным и прочным способом соединения металлических деталей. Проявляя терпение, усидчивость, и следуя вышеизложенным советам, можно быстро овладеть дуговой сваркой и успешно реализовывать свои строительные цели.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
- контактные губки;
- тракторные сопла;
- флюсовые конусы;
- ролики для распрямления проволоки;
- токоподводы.

Придется приобрести ролики для распрямления проволоки.
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Экспертный учебный центр «Селигер» (САО)

Что же представляют собой курсы «Сварочное производство»?
Это обучение, в ходе которого студенты приобретают навыки, необходимые им для производства сварочно-монтажных работ. Обучение доступно всем гражданам России, которые имеют среднее профессиональное или высшее профессиональное образование. Также курсы вправе окончить люди, обучающиеся на последних курсах вузов, техникумов и профессиональных техучилищ.
Продолжительность обучения составляет 256 и 528 академических часов.
По окончании обучения студентам, успешно сдавшим экзамены, выдают дипломы установленного образца. Наличие данного диплома гарантирует специалистам трудоустройство на сварочное производство с хорошим окладом и возможностями профессионального роста.
Что представляет собой полуавтомат
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа
Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Учебный центр «Мосстройкадры» (ЮЗАО)

В АНО ДПО УЦ «Мосстройкадры» проводят обучение электрогазосварщиков по специально разработанной программе на современном оборудовании в учебных аудиториях и мастерских. На курсах сварщиков в Учебном центре можно получить профессию или повысить квалификацию газосварщиков, электросварщиков ручной дуговой сварки, электрогазосварщиков, электросварщиков на автоматических и полуавтоматических машинах, газорезчиков и др.
На теоретических занятиях будущих специалистов знакомят с Материаловедением, основами электротехники, технологией сварки.
На теоретических и практических занятиях изучается
— оборудование для сварки
— сварочные материалы
— технология сварки
— типовые конструкции сварных соединений
— техника безопасности
— противопожарная безопасность при выполнении сварочных работ
По окончании обучения сварщикам выдается свидетельство установленного образца.
Азы электросварки
Сварочный шов соединяет две металлические заготовки в единое целое. Для этого их кромки требуется нагреть до температуры плавления. Это делают за счет электродуги. Между кромками образуется зона расплавленного металла, после остывания она кристаллизуется, соединяя обе детали воедино.
Виды
Электродуга может поддерживаться как постоянным, так и переменным током. Источником переменного тока служит сварочный трансформатор, понижающий сетевое напряжение 220 или 380 вольт и соответственно повышающий силу тока. Трансформаторы — морально устаревший вид сварочного оборудования, они громоздки, весят несколько десятков и даже сотни килограммов.
Стабильность электродуги сильно зависит от параметров электросети, кроме того, работа сварочного трансформатора вызывает скачки напряжения в сети. Такая техника требует от сварщика высокой квалификации и солидного опыта.
Начинать обучение лучше со сварочным инвертором. Этот источник выполняет двойное преобразование входного напряжения. Благодаря использованию высокочастотного генератора габариты инверторного аппарата начального уровня доведены до размеров обувной коробки, а вес- до нескольких килограммов. Устройство не зависит от колебаний входного напряжения и не влияет на электросеть. Оно нетребовательно к уровню подготовки сварщика и имеет подсистемы стабилизации дуги и облегчения ее розжига.
Технология работ
Для возбуждения электродуги требуется создать разность потенциалов между заготовкой и кончиком электрода. Электрод состоит из прямого отрезка сварочной проволоки, покрытой флюсовой обмазкой. Когда электрод подносят к заготовке на расстояние в несколько миллиметров, между ними проскакиваете разряд.
Такой постоянно действующий разряд и называют электрической дугой. Она выделяет большое количество тепла, от которого плавится сердечник электрода и кромки заготовок. Образуется зона расплавленного металла, называемая сварочной ванной. По мере ведения электрода вдоль линии шва сварочная ванна перемещается вслед за дугой. Расплавленный металл, остывая, кристаллизуется и образует сварной шов, соединяющий две заготовки воедино.
Покрытие электрода плавится и испаряется, и образует газовое облако, защищающее сварную ванну от контакта с воздухом и образования оксидов.
На поверхности остывающего шва возникает шлаковый слой. Это отходы от горения обмазки. После остывания этот слой удаляют механической обработкой.









