Сварка проводов в распределительной коробке своими руками
Содержание:
- Сварка проводов в распределительной коробке
- Технология сварки проводов из меди
- Тип припоя
- Технология сварки проводов из меди
- Использование винтовых контактных зажимов
- Начинаем варить
- Пайка или сварка медных проводов – что лучше?
- Требования к кабелю для сварочника
- Распределительная коробка и что она собой представляет
- Скрутка
- Механизм создания подключения
- Сварка тонкого металла
- Электроды для сварки проводов
- Какие инструменты и материалы понадобятся?
- Выбор сечения у сварочного кабеля
- Опрессовка соединительной гильзой
- Соединение проводов
- Описание процесса
- Графитовые электроды для сварки
- Что нужно для подготовить?
- Что нужно знать начинающим сварщикам
- Особенности
Сварка проводов в распределительной коробке
Это легко делается самостоятельно, конечно, в том случае, если есть сварочный аппарат. Он компактный и легкий, поэтому идеально подходит для работы дома. В инверторном аппарате есть регулятор подачи тока для сварки, с помощью которого подается необходимая сила тока, чтобы соединить проводку. Для сварки скрутки и жил кабеля, необходимым будет ток, разнящийся от тридцати до девяноста ампер.
Сила подающегося тока зависит также и от толщины жил, и от количества проводов, находящихся в скрутке. Также имеется прямая зависимость от самих сварочных аппаратов, в которых могут иметься разные отклонения от той силы, которая выставлена регулятором. Кроме этого, практическое напряжение может быть различным от номинального.
Для того чтобы контакт между проводами состоялся, требуется пара секунд. Перед началом работы будет лучше, если есть возможность потренироваться в сварке скруток вне коробки и добиться того, чтобы электрод не перегревался и не залипал во время проведения сварочной работы. Естественно, нужно также позаботиться об отключении от сети тех участков, где будет произведена сварка проводов инвертором. Поэтому, помимо счетчика в доме, лучше иметь еще два и больше независимых контуров электрического снабжения.

Технология сварки проводов из меди
Существует одна методика, которая всегда приводит сварщика к наилучшему результату. Как упоминали ранее, самый лучший прибор для сварки, это инвертор. Затем берутся за провод. Он освобождается от изоляции, лишней оболочки и выполняется скрутка. При подрезке проводов, концы должны оставаться одной длины и на одном уровне, а скрутка должна получиться как минимум 50 мм в длину.
Далее устанавливается отталкивающий тепло, медный зажим и подключается сварочный аппарат. Угольный карандаш (точнее его торец) приближают к готовой скрутке. При сварке карандаш обязательно зажимается в держаке.
Сварка скруток считается завершенной после того, как образовался небольшой расплавленный шар меди. Чтобы изоляция осталась целой, надо не переусердствовать, а уделять каждой скрутке не больше 1-2 секунд времени. Когда сварка медных проводов прекращена, для изолирования застывшей части используется обыкновенная изолента или свой, подобный вариант.
Поэтапный процесс
Распишем весь процесс поэтапно:
- Убираем изоляцию на проводах;
- Делаем скрутки;
- Присоединяем массу;
- Включаем сварочный инвертор;
- Подводим электрод к скрутке до образования дуги;
- Продолжительность контакта 1-2 секунды;
- Приступаем к следующей скрутке (если она есть), после остывания уже готовой;
- Производим изоляцию термоусадочными трубками или изолентой.
Аппарат стоит подобрать с возможностью регулировки тока, сила которого должна составлять 30-90 ампер. Электрод используется угольный, содержащий в себе медь.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37
Олово – 61 |
4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3
Олово – 33,3 |
– | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25
Олово – 50 |
– | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1
Олово – 6,9 |
– | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50
Свинец – 25 Олово – 12,5 |
– | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Технология сварки проводов из меди
Соединение проводов возможно выполнить двумя способами:
- контактным, заварить скрутку;
- выполнить сварку.
Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.
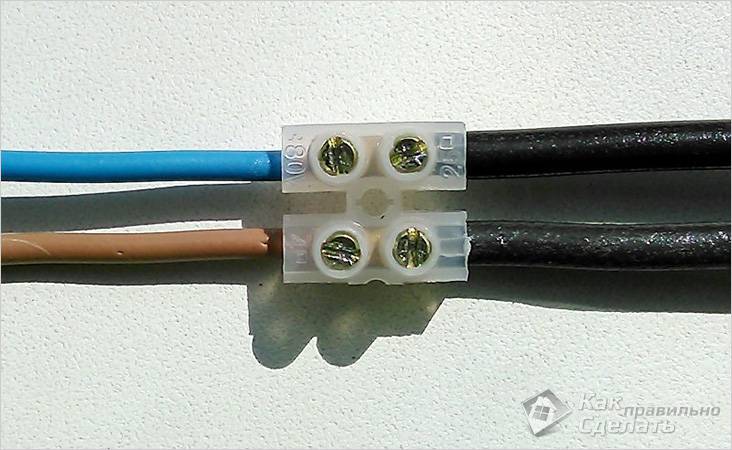
Использование винтовых контактных зажимов
 Соединение медных и алюминиевых проводов
Соединение медных и алюминиевых проводов
Этот метод быстр, прост и эффективен. А что самое главное, такими зажимами можно объединить разнородные металлы. Например, если вам нужно соединить алюминиевый и медный проводники, что само по себе, как известно, противопоказано. Такие зажимы очень просты и компактны, а их стоимость может вас приятно удивить.
 Клеммные колодки
Клеммные колодки
Для соединения проводов зажимами нужно осуществить только 2 шага:
- Снять 5 мм изоляции.
- Вставить в зажимы и затянуть винт.
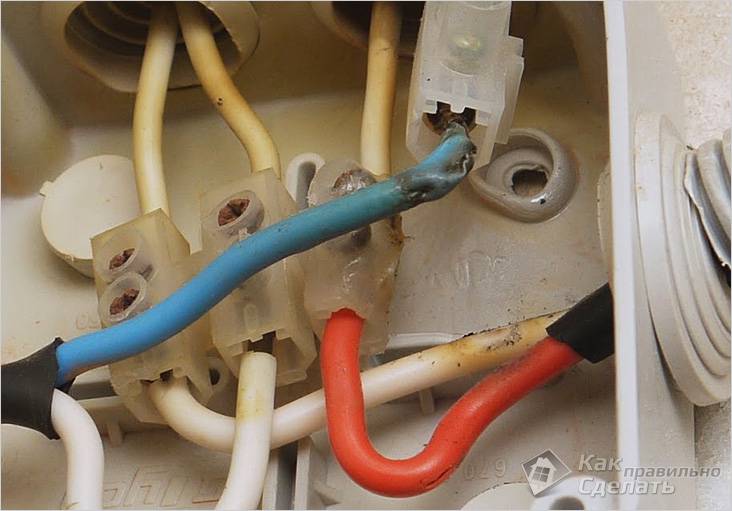 Подплавленные контакты клеммной колодки
Подплавленные контакты клеммной колодки
Вот и все, как видите, все очень просто и быстро
Важно только контролировать силу, с которой вы зажимаете. Если закрутить винт слишком сильно, можно повредить жилы
Особенно нужно быть внимательными при работе с алюминиевыми проводами.
 Обжимные наконечники
Обжимные наконечники
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
Требования к кабелю для сварочника
Во-первых, если вы выбираете кабель для подключения зажима массы и держака электродов к сварочному аппарату, нужно учитывать следующие особенности работы:
- Сварочные аппараты любых типов выдают значительные токи – от 10-20 до 400-500А. При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
- Сварщику в работе встречаются самые разнообразные задачи, как простые швы в удобных положениях, так и сварка изделий сложных форм или в труднодоступных местах.
- Помимо разнообразных задач, варить приходится как в очень жарких помещениях, так и зимой на морозе.
- Для транспортировки оборудования кабеля сворачивают.
Отсюда выходит, что кабель должен удовлетворять следующим требованиям:
- Силовой сварочный кабель должен быть гибким, чтобы обеспечить удобство в манипуляции электродом или горелкой для сварочного полуавтомата.
- Проводник должен иметь толстую изоляцию и быть устойчивым к агрессивным средам, ударам и разрывам.
- Для работы на холоде проводник должен быть морозостойким.
- Сварка металлов происходит пониженным напряжением, но высоким током, поэтому есть отдельное требование к сечению проводов для подсоединения электрододержателей и массы. Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
- Должен выдерживать многократные изгибания и сматывания/разматывания при транспортировке.
Распределительная коробка и что она собой представляет
Все провода, обеспечивающие электроснабжение в доме или квартире, выходят из электрического щитка. Каждое помещение имеет несколько розеток и выключателей. Чтобы собрать все провода в одном месте и собрать схему соединений, были придуманы распределительные коробки. Именно здесь выполняется их соединение, для дальнейшей работы всех устройств. Для прокладки проводки используют установленные правила, описанные ПУЭ, в которых оговорены правила прокладки проводов и кабелей. В ней же прописаны и рекомендации относительно проведения соединений и ответвлений проводов, именно в распредкоробке.
Согласно этим рекомендациям, провода проводят по верхней части стены, на расстоянии 15 см от поверхности потолка. Как только провод доходит до места поворота, его опускают перпендикулярно вниз, а в месте ответвления специалист устанавливает коробку. По такому принципу происходит соединение всех жил проводки по заданной схеме.
В зависимости от типа установки коробки бывают:
- внутренние, используемые для скрытой проводки;
- наружные, используемые для наружного соединения.
При установке внутренней коробки в стене нужно сделать отверстие, в которое затем устанавливают коробку. Когда кабель будет подведен и соединен, коробку закрывают, и крышка получится на одном уровне с поверхностью стены. В некоторых случаях, такую коробку маскируют обоями или тонким слоем штукатурки.
Если толщина стен не позволяет установить внутреннюю коробку, то единственным выходом будет установка коробку наружного типа. Ее крепят на поверхность стены, поэтому сложных подготовительных работ не потребуется.
В зависимости от формы, коробка может быть:
- круглой;
- прямоугольной.
Количество выводов разное, в большинстве случаев их 4, но бывает и больше. Каждый вывод оборудован резьбой или штуцером, к которому будет удобно прикрепить гофрошланг. Гофрошланг предназначен для удобного расположения электропроводов, поэтому замена поврежденного кабеля не вызовет сложностей даже у новичка:
- отсоединить гофрошланг от распредкоробки;
- отсоединить от розетки или выключателя;
- немного потянуть;
- вытянуть;
- на его место протянуть другой.
Если прокладка кабеля осуществлялась в штробу, то его замена будет более сложной. Вам нужно будет продолбить стену и изъять поврежденный кабель, а на его место уложить новый. После таких работ придется ремонтировать стену.
Задача распределительных коробок:
- Повысить ремонтопригодность системы электропитания. Доступность всех соединений позволяет выявить поврежденный участок цепи. Если все провода были уложены в гофрошланги или трубы, то замена поврежденных не вызовет больших затруднений.
- Обеспечение свободного доступ к местам соединения. Так как основная часть проблем с электрикой возникает из-за некачественного или неправильного соединения, то проверить их состояние можно без труда, открыв распредкоробку.
- Обеспечение пожарной безопасности.
- Экономия финансовых средств. Используя распредкоробку, вам не придется прокладывать кабель к каждой розетке.
Скрутка
 Скрутка проводов
Скрутка проводов
Такие скрутки в распределительной коробке официально запрещено. В седьмом издании нормативного документа ПУЭ, 2 глава, пункт 2.1/21 перечисляются все виды допустимых соединений, но в них нет скрутки. И это не удивительно, так как такой контакт чувствительно к импульсному току и имеет большое переходное сопротивление. Со временем контакт будет ухудшаться и просто выгорит. Из-за того, что площадь соприкосновения небольшая, при сильной нагрузке происходит нагрев, и контакт еще больше ослабляется.
Этот вариант выбирают из-за его простоты. Достаточно всего лишь зачистить 10–20 мм изоляции и скрутить провода друг с другом при помощи плоскогубцев. Так делали наши отцы и прадеды. Но такое соединение часто бывает ненадежным, особенно если используется алюминиевая жила.
Механизм создания подключения
Сделать электропроводку дома несложно. Для этого необходимо иметь необходимые знания и оборудование. Оборудование приобретается в магазине, знания даже не нужно покупать. В самом начале должна составляться схема электросети. В большинстве случаев хозяин строительства нанимает электрика которые не представляют будущее расположение мебели и в результате выключатели закрыты дверями, розетки в углах закрыты мебелью.
Как правило, электрики вычерчивают схемы мелом на стене будущее оборудования, но лучше схему электросети с размещением электрических токоприемников разместить на плане помещения отдельным чертежом, включая коммутацию (соединение) жил силовых кабелей в распределительной коробке — это поможет:
- рассчитать нагрузку на электросеть;
- сечение проводов;
- разделить потребителей на группы.
- В плане бытовой схемы электросети имеется как минимум две группы электропотребителей:
- освещение;
- силовая часть, то есть розетки.
Лучше всего чтобы эти два контура монтировались отдельными силовыми кабелями. Если планируются установка мощных электроприборов: электроплита, духовка, бойлер — эти аппараты должны иметь собственный отдельный контур, т.е. отдельный отключатель, предохранитель и кабели.
Соединение проводов в распределительной коробке согласно ПУЭ
ПУЭ — это сборник нормативной документации устройства и монтажа электрических цепей, по сути — это настольная Библия всех людей, которые начинают заниматься электрикой. В сборнике показаны основные принципы создания цепей, правила их расчёта, защита и коммуникационные приспособления. Далее все описание электрических устройств будут в соответствии с правилами согласно ПУЭ.
Выбор сечения и марки провода
Для прокладки электропроводки в помещениях и соединение проводов в распределительной коробке согласно ПУЭ жилы должны иметь различное цветовое изоляционное покрытие, от одного производителя с одинаковой цветовой гаммой. Для проводки лучше всего использовать провод марки ВВГНГ — одножильный медный, плоский в двойной изоляции, лучше всего с добавочным обозначением НГ, что означает негорючий.
Лучше всего приобрести кабель известной марки производителя, который обязательно должен иметь сертификат. Не нужно брать провод без маркировки, электропроводка в доме — это прежде всего безопасность и делается не на один год, поэтому экономия здесь неуместна. Необходимо учитывать, что медный кабель при одинаковом сечение выдерживает в полтора раза больше нагрузки чем алюминиевый.
Внимание! для капитальной схемы нельзя использовать многожильный кабель ПВС или ШВВП. Хотя эти провода мягкие и их удобнее укладывать, но сопротивление по току у них больше, соответственно они будут нагреваться при подключении нагрузки сильнее
Расчет по мощности
Одно из основных правил расчета сечения кабеля: используется в расчете 1 кв.мм — 9 А. электротока, то есть кабель сечением 1 мм может выдержать нагрузку чайника или утюга мощностью 2 кВт.
Исходя из этих рекомендаций для проводки в доме должны применяться не менее:
- освещения жила в 1,5мм кв., что соответствует 10 — 12А.;
- розетки в комнатах 16А, что соответствует сечению 2,5 мм. кв.
- кухонные электродуховки, провод для которых должен выдержит 25А. — это сечение 4мм. кв;
- жила четырехконфорочная электроплита должна выдерживать 32А. — сечением 6 мм2.
Правильный выбор соединения эл
проводов в распределительной коробке зависит от его сечения.
Внимание! нельзя использовать электрокабель различных производителей, так — как они имеют разное удельное (омическое) сопротивление на 1 погонный метр
Электрическая распределительная коробка и соединение проводов
После прокладки проводов, согласно составленной схемы их необходимо соединить между собой. Для того чтобы соединение были в одном месте существуют коммуникационные коробки (распределительные). В зависимости от монтажа соединения устройства могут быть круглого или квадратного сечения, глубокие или помельче и делятся на внутренние (для скрытой проводки) и наружные по способу крепления.
Согласно требованиям ПУЭ электрокабель должен проходить не менее 15 см. от потолка с учетом всех навесов. На этом же расстоянии крепится и устройство для коммутации жил кабелей. Для установки внутренней коробки в стене высверливается ниша, соответствующая наружному диаметру гильзы, для наружного крепление производится непосредственно на стену.
Сколько проводов можно скручивать в распаечной коробке? Не стоит экономить на распределительных коробках и пытаться туда завести как можно больше проводов — неудобно будет соединять, да и все они могут не войти. Как правило в одну распаечную коробку заводят 3-4 провода.
Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
- Варить нужно углом вперёд.
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
Электроды для сварки проводов
Выбор подходящего типа электрода определяет качество проделанной работы. Необходимо выбирать сварочные средства, оптимально отвечающие параметрам предстоящего процесса. Общая классификация данных средств, применяемых в сварочном процессе, включает электроды для:
- Легированной стали;
- Высоколегированной стали с нестандартными параметрами;
- Наплавки металла (нанесение металлического сплава, металла на поверхность предмета путем сварки плавлением);
- Цветных металлов;
- Конструкционной стали;
- Чугуна.
Покрытие электродов определяет следующую типологию:
- А – кислотное покрытие (окись железа, кремния, марганца);
- Б – основное покрытие, позволяющее производить сварку постоянным током переменной полярности. Содержит карбонад кальция, фтористый кальций;
- Ц – целлюлозное напыление создает газовую защиту при сварке (мука, соединения органического происхождения);
- Р – рутиловое (рутил, органические, минеральные составляющие) обеспечивает малый процент разбрызгивания металла, газовую защиту.
Электроды для сварки проводов:
- Угольные – электротехнический уголь;
- Графитовые – кристаллический углерод.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.

При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Выбор сечения у сварочного кабеля
Сечение сварочного кабеля является одним из наиболее важных параметров данного материала, так как именно от него будет непосредственно зависеть проводимость и максимальная сила тока. От этого показателя, в свою очередь, также зависит скорость проведения работ, качество формируемого шва.
Если сечение небольшое и составляет порядка 7 квадратных миллиметров, то такие провода будут подходящими для небольших инверторных аппаратов, способных функционировать от электрической сети бытового типа, напряжение в которой находится на уровне 220 В.
При использовании сварочного оборудования автоматического типа жилы токопроводящих кабелей имеют наибольшее сечение – оно может составлять порядка 47-49 квадратных миллиметров. Сегодня подобная продукция представлена в соответствующих каталогах, где указана не только маркировка кабеля, но и максимальный вольтаж, сила тока, расчетная масса и длина подобного кабеля.
При подборе сечения и количества жил для сварочного кабеля очень важно подобрать правильную продукцию. Дело в том, что использование неподходящего кабеля может в конечном счете привести к тому, что в аппарате произойдет короткое замыкание, из-за которого реостат может выйти из строя или даже воспламениться
В случае, если сечение кабеля чересчур маленькое и не подходит для инверторного аппарата заданной мощности, то лишний электрический ток будет конденсироваться на предохранителе. Таким оборудованием будет работать попросту невозможно, так как при попытке зажечь дугу сварочный аппарат будет отключаться, сбрасывая напряжение.
Опрессовка соединительной гильзой
 Опрессовка медных проводов в разрезе
Опрессовка медных проводов в разрезе
Довольно надежный метод, для которого потребуется приобретение соединительной гильзы. Вам нужно подобрать ее исходя из диаметра соединяемого пучка. В зависимости от проводов, которые вы соединяете, выбирается материал самой гильзы. Для медных проводов гильза должна быть медной, для алюминиевых – алюминиевая. Чтобы соединение было надежным, гильзу обжимают специальным инструментом, который называется пресс-клещи. Эта технология довольно эффективна и стоит, наряду с остальными методами, в нормативных документах.
 Соединение опрессовкой алюминиевых проводов
Соединение опрессовкой алюминиевых проводов
Чтобы соединить таким способом вам нужно:
- Снять изоляцию, учитывая длину вашей гильзы.
- Скрутить провода в пучок и ввести их в гильзу.
- Обжать гильзу при помощи пресс-клещей.
- Место скрутки заизолировать термоусадкой или изоляционной лентой.
Соединение проводов
Перед тем как соединять провода в распределительной коробке советуем вам изучить правила их монтажа
Ведь важно не только качественно соединить провода между собой, но и правильно завести их в распределительную коробку, а также удобно расположить для возможного осмотра или ремонта
Правила монтажа проводов в распределительной коробке
Прежде всего давайте рассмотрим правила, предъявляемые к обустройству и монтажу проводки в распределительной сети. Ведь именно с этого фактора начинается любой монтаж.
Нормы монтажа проводки в распределительной коробке
- Прежде всего следует помнить, что в одной штробе, коробе или трубе допускается прокладка проводов не более восьми групп.
- Все соединения должны выполняться в соответствии с п.2.1.17 – 2.1.30 ПУЭ. Данные пункты предусматривают целый спектр ограничений. Прежде всего следует помнить, что провод перед любым контактом должен иметь запас, достаточный как минимум для одного повторного подключения.
- Перед тем как соединять провода в распаечной коробке следует убедиться, что они не имеют натяжения. Либо что это натяжение не возникнет при температурных перепадах.
- Любые места соединения проводов должны быть доступны для ремонта и осмотра. При этом эти места следует организовывать так, дабы осмотр не был затруднен элементами конструкции.
- Любое соединение должно иметь изоляцию. При этом эта изоляция должна соответствовать уровню основной изоляции. Для достижения данных параметров лучше использовать изоленту, либо термоусадку.
- Сами распределительные коробки должны изготавливаться из несгораемых или трудносгораемых материалов. как на видео. Особенно это касается монтажа проводки по сгораемым конструкциям, к которым предъявляться дополнительные требования.
Варианты соединения проводов в распределительной коробке
Прежде всего давайте рассмотрим способы соединения проводов в распределительной коробке. Ведь именно контактные соединения зачастую являются наиболее уязвимым местом любой электрической сети и любые недоработки проявляются очень быстро.
Согласно п.2.1.21 ПУЭ все соединения проводов и кабелей должны производится сваркой, пайкой, опрессовкой, винтовым или болтовым сжимом. Другие методы соединения, особенно это касается скрутки, не допускаются. Исходя из этого давайте рассмотрим каждый из возможных методов соединения по отдельности.
Соединение методом сварки
Наиболее надежным считается соединение проводов методом сварки. Оно имеет наименьшие переходные сопротивления в результате чего, повышенный нагрев практически отсутствует. Кроме того, со временем такое соединение не теряет своих свойств.
Сварка проводов в распределительной коробке выполняется при помощи специального сварочного трансформатора и угольного электрода. Стоимость таких изделий достаточно велика для простой замена проводки в квартире, поэтому часто можно встретить самодельные устройства. Обычно это трансформаторы до 600 Вт и напряжением 9 – 36В.
На втором месте по надежности стоит соединение методом пайки. Этот метод более доступен для домашнего использования ведь не требует специального оборудования кроме обычного паяльника.
Соединение проводов методом пайки
Пайка проводов в распределительной коробке осуществляется по обычной технологии и не предъявляет особых требований
Единственным моментом, на который стоит обратить внимание — это качество таких соединений. Ведь в случае нагрева олово достаточно быстро нагреется и контакт пропадёт
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки.
Опрессовка проводов в последнее время приобретает все большую популярность. Ведь на рынке появилось большое количество достаточно дешевого инструмента для опрессовки проводов, да и цена на расходные материалы для такого метода достаточно низка.
Соединение проводов метод опрессовки
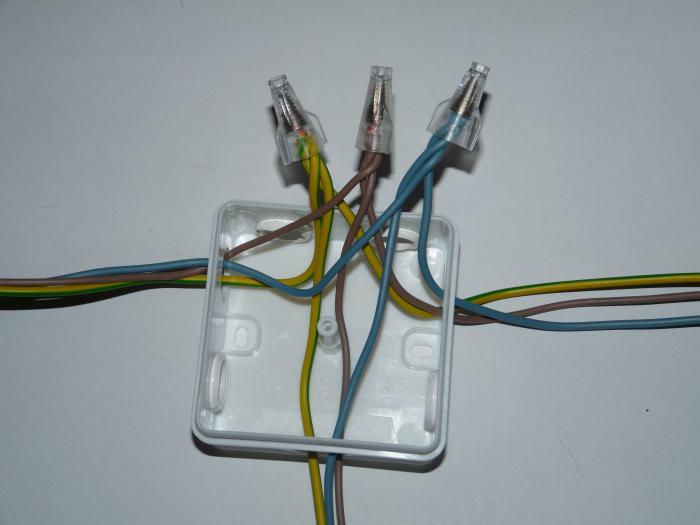
Но наиболее распространенным все равно остается метод винтового или пружинного зажима жил. Огромное количество шин и клемм, представленных сейчас на рынке, позволяют осуществить достаточно надежное соединение проводов.
Обратите внимание! Винтовыми клеммами следует зажимать одножильный провод. Если вы используете многожильный медный провод, то вам необходимо приобрести специальные наконечники, которые не дадут винтам обломать нити многожильного провода при зажиме
Эти наконечники крепятся к проводу методом опрессовки.
Описание процесса
Процесс соединения электрических поводов в распределительной коробке достаточно прост. При соблюдении правил техники безопасности эту работу сможет сделать и новичок.
Перед началом работы следует попрактиковаться на отдельных металлических деталях, чтобы привыкнуть к работе сварочного аппарата. Также нужно научиться регулировать температуру электрода, чтобы он не перекаливался, и не залипал на месте сварки.
Настройка устройства производится в соответствии с толщиной жил, которые нужно приварить, и от их количества. Для начала, при помощи обычного метода скрутки, нужно скрепить жилы проводов. Зачистите около 5 см от конца шнура, убрав изоляционную обмотку. Затем контакты жил можно скрутить между собой, сделав 6-7 витков.
Насыпается флюс на углубления. При сварке электрод нужно поднести к месту соединения, пока в контактной точке не начнет образовываться медный шарик. Когда соединение остынет, нужно очистить контакт от флюса наждачной бумагой, а затем изолировать его лентой ил термоусадочной трубкой.
Графитовые электроды для сварки
Состав – графит, углеродное вещество темно-серого цвета с металлическим отблеском. Мягкий материал позволяет легко разрезать элементы. Графитовые электроды для сварки показывают лучший итог по сравнению с угольными.
- Графитовый электрод остается целым во время сварочного процесса;
- Стоимость ниже угольного;
- Подходят к инверторным сварочным аппаратам, оборудованным регулированием силы тока;
- Соединение проводов сваркой графитового стержня отличается прочностью, надежностью;
- Сварка графитовым электродом обеспечивает сопротивляемость металла к окислению.
- Низкий расход при сварочных работах благодаря высокой температуре плавления (выше, чем у меди в четыре раза);
- При сваривании проводов графитовым электродом возможно заменить его подручными графитовыми изделиями (графитовый стержень, щетки коллекторных двигателей, стержни батареек);
- Отсутствие омеднения графитовых заменителей решается применением зажима «крокодил» для электрода вместо стандартных держателей, также «крокодил» применяется для соединения массы.
- Сварка проводов в распределительной коробке своими руками с данными зажимами удобнее из-за их меньших габаритов.

Что нужно для подготовить?
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных электродов. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм2 запрещено. В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Что нужно знать начинающим сварщикам
Если опыта в сварке практически нет, а выполнить работу нужно, то необходимо запомнить следующие нюансы.
- Шов получится качественным, хорошо проваренным, а на металле не появится прожогов, если постоянно следить за ним. Поэтому рекомендуется заранее расположить свариваемые детали так, чтобы было удобно наблюдать за ходом сварки.
- Самый простой вариант – сварка в нижнем положении. Начинающим сварщикам лучше начинать с него. Потом можно переходить к кольцевым стыкам, а после них к вертикальным. Последние являются самыми сложными в исполнении.
- Для удобства лучше делать стыки внахлест. Если же варить стык в стык, то можно случайно привариться к столу, на котором лежат элементы.
- При появлении дефектов в ходе работы, их необходимо удалить. Для этого проблемный участок дополнительно проваривается или сначала выбирается с помощью болгарки, а потом наплавляется еще раз.
- Если приходится сваривать толстые детали, то для полного провара на кромках необходимо делать фаски. Зазор между кромками зависит от толщины элементов, но не должен быть меньше 0,5 мм.
Особенности
Сварку угольным электродом изобрел наш соотечественник — Н. Н. Бенардос в 1882 году. Его разработка сразу получила патент во многих иностранных государствах. Любопытно, что сам изобретатель называл свое детище «электрогефестом», что содержит явную отсылку к древнегреческим мифам. Для изготовления современных электродов применяют специальный материал — аморфный электротехнический уголь. Нормальную работу обеспечивают только те варианты, которые не имеют каналов внутри.

Стоит учитывать следующие нюансы:
- очень малую разницу между точками кипения и плавления (3800 и 4200 градусов соответственно);
- непригодность для работы в режиме обратной полярности (он крайне неустойчив);
- сравнительно низкий (в сопоставлении с металлическим плавким электродом) КПД;
- высокую чувствительность дуги к внешним воздействиям, в том числе и к магнитным полям.
Минусы такой сварки, однако, компенсируются:
- пригодностью угольных электродов при резке и пайке;
- широким разнообразием самих сварочных режимов;
- пригодностью для обработки самых разных металлов, включая особо тугоплавкие разновидности сплавов.










