Как правильно проводится соединение (пайка) медных труб?
Содержание:
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
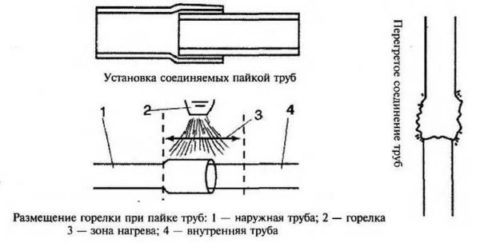
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Особенности пайки
Чтобы правильно паять медные трубы отопления и водопровода, рекомендуют ознакомиться с особенностями данного процесса.
Такой стык применяют в ситуациях, где трубы проходят в стене или полу, а также в других местах с ограниченным доступом для возможности визуально проконтролировать стыки.
В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
Видео
https://youtube.com/watch?v=N9QwpYEQpUw
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Видео
Низкотемпературное (мягкое) спаивание. Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
Последовательность процесса:
- Подготавливается элемент нужного размера с удаленной теплоизоляцией и снятыми заусеницами.
- Зона состыковки и фитинг чистится от оксидной пленки.
- Убирается пыль и на верхнюю часть наносят флюс.
- Конец заготовки вставляют в фитинг (зазор остается не более 0,04 см).
- Соединение прогревается горелкой и швы запаивают припоем.
Подробнее о капиллярной пайке
Чаще всего в бытовых условиях медные трубопроводы организовываются с помощью капиллярной пайки. Сутью этого метода выступает так называемый капиллярный эффект, предусматривающий возможность поднятия жидкости (жидкого припоя) при помощи адгезии. Главным условием является то, чтобы смоченные стенки были разделены небольшим расстоянием.
Организация стыковочного узла для медных труб в бытовых условиях осуществляется с помощью специальных фитингов для пайки или раструбных утолщений. Раструбный способ считается более надежным, так как речь в таком случае идет о создании всего одного стыка. Исходя из этого, если есть возможность, вместо фитингов рекомендуется использовать раструбные соединения.
Порядок подготовки раструбов
Обрезка труб по размеру осуществляется вальцовочным труборезом
Важно добиться строгой перпендикулярности торцевых срезов по отношению к центральной оси

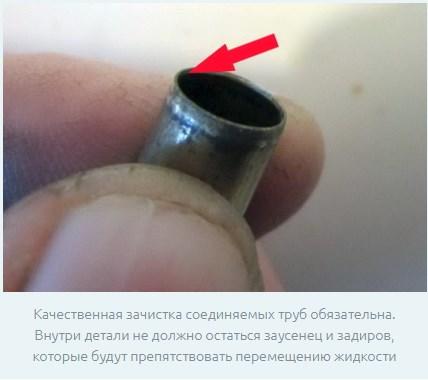
Далее снимают фаску с обоих концов. Для этого потребуется наличие особенного приспособления – фаскоснимателя. Дальнейшая зачистка внутренних и наружных поверхностей соединяемых труб реализуется медной щеткой.
Вставив один из отрезков трубы в тиски, производят его развальцовку, чтобы добиться свободного погружения в него второго отрезка. Для этой цели используется специальный труборасширитель соответствующего диаметра.

Результатом развальцовки является обустройство раструба на одном из концов медной трубы. Тестирование уровня его готовности по ходу процедуры проводится периодическим погружением другого, гладкого конца.
Применение паяльного аппарата
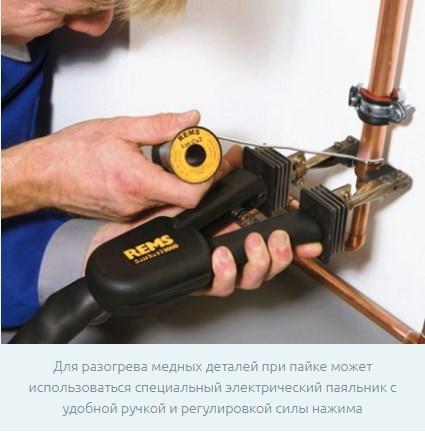
 Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
Как правило, функция паяльника выполняется специальной газовой горелкой.
Для процедуры, где используется мягкий припой, вполне сгодится компактное ручное приспособление, работающее на пропане. Как правило, такие аппараты комплектуются газовыми баллонами одноразового типа, прикрепленными на рукоятку. Несмотря на небольшие габариты, горелки данного типа способны обеспечивать нагревание до +1100 градусов: для работы с мягким припоем этого вполне достаточно. При покупке рекомендуется выбирать модели с пьезорозжигом, что заметно упрощает проведение пайки.

Держатели газовых горелок ручного типа оснащаются регулировочным вентилем, позволяющим корректировать длину пламени. Этот же вентиль позволяет прекращать подачу газа по окончанию работы. Назначением обратного клапана является перекрывание подачи топлива, если пламя затухнет.
Другие необходимые материалы
 Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Для пайки потребуется щетка со стальным ворсом. С ее помощью трубы и фитинги зачищают для последующего соединения. Щетку можно заменить мелкозернистой наждачной бумагой.
Не обойтись без флюса для пайки и кисти (чтобы наносить флюс). Еще потребуется огнеупорная прокладка, молоток, тиски, рулетка.
Что такое пайка медных труб

Не так часто сейчас встречается медный трубопровод. Обычно трубы изготавливаются из полипропилена или металлопластика. Это объясняется высокой стоимостью меди как материала для целого водопровода. Но среди всех доступных видов труб, медные считаются самыми лучшими.
Детали из меди обладают повышенной прочностью, термостойкостью и гибкостью. Они несоизмеримо долговечнее своих пластиковых аналогов. Их легко спрятать в стену или под бетон. Материал с легкостью выдержит нагрузку.
Так что при выборе материала трубопровода очень часто дают рекомендации рассмотреть медные модели. Они потребуют больших начальных вложений, однако сэкономят много средств в будущем. Стоит отметить, что вкупе с отличными техническими параметрами, медь еще и очень просто монтируется.
Пайка медных участков труб представляет собой их скрепление при помощи температурного воздействия. Медь легко паять даже без предварительной подготовки. Надо соблюдать ряд обязательных правил, которые позволят не бояться за герметичность. Для методов не потребуются дорогие флюсы, так как медь очень вяло взаимодействует с кислородом даже во время тепловой обработки. Детали из меди сохраняют первоначальную форму даже при очень сильном воздействии извне, так что можно не бояться перегреть материал.
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Соединение медных труб с цанговыми и пресс-фитингами
Рис. 41. Соединение медных труб пресс-фитингом
Еще один вид неразъемного соединения медных труб делается на обжимных пресс-муфтах (рис. 41), по аналогии с пресс-фитингами полимерных труб и фитингами для пайки медных труб с заложенным в них припоем. Это как бы гибрид двух конструкций: пресс-фитинга и фитинга для капиллярной пайки. Внешне пресс-фитинг для медных труб очень сильно напоминает фитинг для капиллярной пайки (рис. 39), а технологическая разница заложена во внутреннем содержании фитинга. Припой, заложенный в капиллярный поясок фитинга, здесь заменили на уплотнительные кольца из эластичных полимеров, похожих на резину. Технология соединения медных труб на пресс-фитингах сводится к простым операциям: отрезать и очистить трубы от грата, откалибровать их, вставить в пресс-фитинг и сжать соединение пресс-клещами (рис. 42).
Рис. 42. Закрепление фитинга пресс-клещами
Помимо неразъемных существуют и разъемные соединения медных труб на обжимных (цанговых) фитингах. Есть два основных типа цанговых соединений: первый для соединений твердых и полутвердых и второй для соединения мягких и полутвердых труб.
Если повнимательней взглянуть на первый тип фитингов, то увидим, что они почти полностью повторяют обжимные фитинги для металлопластиковых труб, с единственной разницей, что в фитингах для меди нет штока, на который насаживается металлопластиковая труба. В остальном первый тип фитингов для медных труб, практически полностью повторяет конструкцию фитингов для металлопластика: такие же накидные гайки, такое же уплотнительное О-образное кольцо, тот же метод затяжки (рис. 43).
Рис. 43. Соединение медных труб компрессионными фитингами первого типа
Подготовительные операции состоят в подборе фитинга походящей размерности. Далее, как обычно, следует аккуратно отрезать трубу, удалить грат, с помощью оправки-калибра проверить срез на предмет отсутствия овальности и, при необходимости, восстановить исходную геометрию трубы. Затем труба вводится в фитинг до упора. Как правило, зажимная гайка сначала заворачивается рукой. После того, как труба зажата компрессионным кольцом до такой степени, что рукой невозможно повернуть ее относительно фитинга, гайка доворачивается ключом на 1/3 или 2/3 оборота с тем, чтобы слегка деформировать трубу и обеспечить требуемое усилие зажима. Теоретически такое соединение труб можно разбирать и собирать вновь, практически — его лучше не трогать. Если соединение не течет, то и оставьте его в покое, если оно подтекает, то нужно слегка довернуть гайки.
Обжимные фитинги первого типа придуманы для твердых медных труб (рис. 43), однако ими можно соединять и мягкие трубы, и твердые с отожженными концами. Для того, чтобы при затяжке гаек трубы не деформировались, внутрь их помещают обрезок трубы — опорную втулку. После добавления этого элемента фитинг практически полностью повторяет конструкцию обжимного фитинга для металлопластиковых труб.
Компрессионные соединения второго типа основаны на раструбном сплочении труб через уплотнительные конусы. В этих фитингах затягиванием гайки конус прижимается к внутренней поверхности развальцованного края трубы, а верх трубы зажимается уплотнительным кольцом. В конструкции узла использованы свойства мягкой меди: под давлением «притираться» к той поверхности, к которой ее прижимают. Соединение не ново, с ним знакомы достаточное количество мужчин, разбирающихся в тормозной системе своего автомобиля или с системой питания дизельных двигателей. В трубной разводке сантехнических систем соединение слегка видоизменено, но сам принцип сплачивания остается прежним, на его основе вам могут встретиться и другие виды фитингов.
Рис. 44. Соединение мягких медных труб компрессионными фитингами второго типа
Технология сборки узла (рис. 44) такая же простая, как и все описанные выше сборки. После резки труб, устранения заусенцев (грата) и неровностей на трубу надевается зажимная гайка и оправкой развальцовывается конец трубы. Далее в раскрытую часть вставляется прижимной конус, после чего монтажный узел собирается. Предварительная затяжка, как и в случае со всеми компрессионными фитингами, производится рукой, а затем дотягивается ключом, как правило, на один оборот.
Для медных труб больших диаметров применяется фланцевое соединение. В принципиальную конструкцию заложены сварка фланца с раструбом трубы или высокотемпературная пайка, значительно реже, компрессионное соединение.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
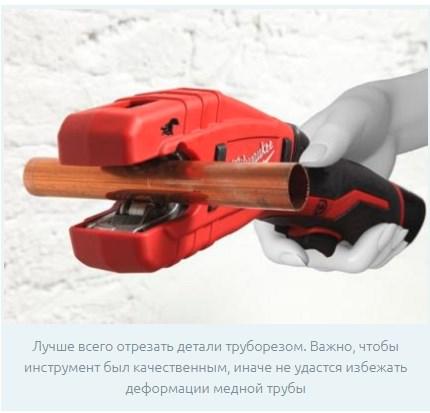
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой

После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке

При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать
На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.









