Пайка полипропиленовых труб: инструкция по сварке пп своими руками, схемы, нюансы и ошибки
Содержание:
- Режим пайки и его влияние на процесс
- Маркировка полипропиленовых труб
- Каковы особенности применения полипропиленовой трубы 40 мм для отопления
- Чего надо избегать во время сваривания
- Как правильно паять полипропиленовые трубы: 3 современных метода
- Технология сварки
- Какой срок службы полипропиленовых труб, какую температуру выдерживают
- Свойства полипропилена
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
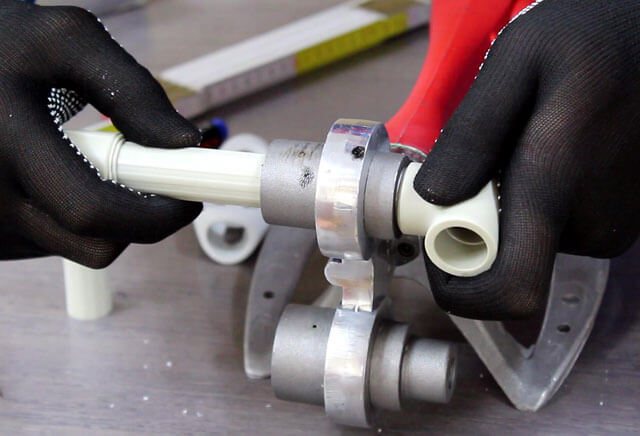
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
|
20 |
4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 |
259-280 |
|
32 |
4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 |
259-280 |
|
50 |
5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
|
75 |
6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Маркировка полипропиленовых труб
Как уже говорили, по наружному диаметру не определить на какое давление рассчитана труба. Мало того, определить тип материала тоже сложновато. Поэтому вся эта информация указывается в маркировке, которая наносится на трубу. Она повторяется примерно каждый метр, так что не увидеть просто нереально.
Маркировка полипропиленовых труб: разбираем пример
На первом месте обычно ставят название фирмы или ее логотип. Безымянные трубы лучше не покупать. Но есть также опасность попасть на подделку, если фирма известная. Надо хорошо изучить логотип и покупать только при полном совпадении. Далее указывается такая информация:
- Материал, из которого изготовлена труба. Для полипропилена это PP. Также может указываться армирующий материал.
- Если это алюминий стоит AL.
- Стекловолокно — GF.
- Композитный материал со стекловолокном — PPR-GF.
- Далее идет послойное перечисление материалов. Например, как на фото PP-R100/AL/PP-R100. Тут указывает и тип полипропилена. Могут стоять такие обозначения:
- PP-R100. Это трубы для трубопроводов с температурой до 100°C.
- PP-B80. Трубы для канализации с температурой транспортируемой среды +70°C.
- PP-R80. Для холодного и горячего водоснабжения, температура до 100°C.
- Класс давления: PN10, PN20, PN25.
-
Техническая информация, в которой закодировано рабочее давление. Тут указан класс SDR, который можно расшифровать по таблице ниже.
- Класс эксплуатации и рабочее давление. Классы эксплуатации полипропиленовых труб закодированы цифрой (смотрите в таблице). Указывается для отечественных труб. Они отражают область применения.
- Стандарт, согласно которому изготовлена продукция.
Так что нанесена полная информация, которая необходима для того, чтобы определиться с тем, где использовать и при каких условиях.
| Обозначение класса эксплуатации ПП труб | Температура транспортируемой среды (рабочая/максимальная) в °C | Область использвоания |
|---|---|---|
| ХВ | до 20 | Только для холодного водоснабжения. |
| 1 | 60/80 | Для ГВС с рабочей температурой 60°C. |
| 2 | 70/80 | Для ГВС с рабочей температурой 70°C. |
| 3 | 40/60 | Для подогрева пола с температурой теплоносителя до 40°C. |
| 4 | 60/70 | Системы отопления и подогрева пола с рабочей температурой не выше 60°C. |
| 5 | 80/90 | Системы отопления и подогрева пола с рабочей температурой не выше 800°C. |
Каковы особенности применения полипропиленовой трубы 40 мм для отопления
При проектировании и монтаже системы отопления всегда возникает вопрос – трубы какого диаметра использовать при работе. Диаметр (а значит, и пропускная способность труб) важен, так как необходимо обеспечить скорость теплоносителя в пределах 0,4–0,6 м/с, которая рекомендована специалистами. При этом к теплоносителям (к радиаторам) должно поступать необходимое количество энергии.
При скорости меньше 0,2 м/с происходит застаивание воздушных пробок. Скорость больше 0,7 м/с нерационально применять в плане энергосбережения, так как сопротивление движению жидкости становится значительным (оно прямо пропорционально квадрату скорости). Также при превышении этой скорости появляется вероятность возникновения шума в трубопроводах малых диаметров.
Труба полипропиленовая 40 мм все чаще применяется в системах отопления даже при наличии недостатков в виде сложности обеспечения качества стыков и значительного расширения под воздействием тепла. Такие трубы стоят недорого и просты в монтаже, а это зачастую – решающие факторы.
Полипропиленовые трубы подразделяются на несколько видов, в зависимости от технических характеристик и условий эксплуатации. Для отопления применяются марки РN25 (РN30), рассчитанные на рабочее давление в 2,5 атм при температуре жидкости не более +120 °С.
Труба полипропиленовая 40 мм, армированная алюминиевой фольгой или стекловолокном, используется для отопления. Армировка не позволяет материалу сильно расширяться при нагревании.
Некоторые специалисты выбирают трубы с внутренней армировкой стекловолокном. Их чаще всего применяют в частных системах отопления.
Трубы изготавливаются стандартных диаметров, из которых нужно выбрать наиболее подходящий. Существуют типовые решения, с помощью которых можно подобрать диаметр трубы для отопления дома. Они позволяют в 99 % случаев выбрать оптимальный диаметр без выполнения гидравлического расчета.
К стандартным диаметрам полипропиленовых труб относятся – 16, 20, 25, 32, 40 мм.
Стандартные наружные диаметры полипропиленовых труб – 16, 20, 25, 32, 40 мм. Этим значениям соответствует внутренний диаметр труб марки РN25 – 10,6, 13,2, 16,6, 21,2, 26,6 мм.
Более подробные данные о наружных и внутренних диаметрах и толщине стенки полипропиленовых труб можно посмотреть в таблице.
|
Наружный диаметр, мм |
PN10 |
PN20 |
PN30 |
|||
|
Внутренний диаметр |
Толщина стенки |
Внутренний диаметр |
Толщина стенки |
Внутренний диаметр |
Толщина стенки |
|
|
16 |
10,6 |
2,7 |
||||
|
20 |
16,2 |
1,9 |
13,2 |
3,4 |
13,2 |
3,4 |
|
25 |
20,4 |
2,3 |
16,6 |
4,2 |
16,6 |
4,2 |
|
32 |
26 |
3 |
21,2 |
5,4 |
21,2 |
3 |
|
40 |
32,6 |
3,7 |
26,6 |
6,7 |
26,6 |
3,7 |
|
50 |
40,8 |
4,6 |
33,2 |
8,4 |
33,2 |
4,6 |
|
63 |
51,4 |
5,8 |
42 |
10,5 |
42 |
5,8 |
|
75 |
61,2 |
6,9 |
50 |
12,5 |
50 |
6,9 |
|
90 |
73,6 |
8,2 |
6 |
15 |
||
|
110 |
90 |
10 |
73,2 |
18,4 |
Читайте материал по теме: Как выбрать фитинги для полипропиленовых труб
Нам требуется обеспечить подачу необходимой тепловой мощности. Она будет находиться в прямой зависимости от количества поданного теплоносителя, но скорость движения жидкости не должна превышать 0,3–0,7 м/с.
Исходя из этого, существует следующее соответствие подключений (для полипропиленовых труб указывается наружный диаметр):
-
16 мм – при монтаже одного или двух радиаторов;
-
20 мм – при монтаже одного радиатора или небольшой группы радиаторов (радиаторы «обычной» мощности от 1 до 2 кВт, максимальная подключаемая мощность не выше 7 кВт, количество радиаторов не более 5 шт.);
-
25 мм – при монтаже нескольких радиаторов (обычно не более 8 шт., мощность не выше 11 кВт) одного крыла (плеча тупиковой схемы разводки);
-
32 мм – при подключении одного этажа или целого дома в зависимости от тепловой мощности (обычно не более 12 радиаторов, соответственно, тепловая мощность не выше 19 кВт);
-
40 мм – для магистрали одного дома при ее наличии (20 радиаторов – не выше 30 кВт).
Разберем выбор диаметра труб подробнее, основываясь на заранее рассчитанные табличные соответствия энергии, скорости и диаметра.
Обратимся к таблице соответствия скорости к количеству тепловой мощности.
В таблице представлены значения тепловой мощности (Вт), а под ними указано количество теплоносителя (кг/мин) при подаче с температурой +80 °С, обратки – +60 °С и температуры в комнате +20 °С.
Из таблицы видно, что при скорости 0,4 м/с подается следующее количество тепла по трубам из полипропилена указанного наружного диаметра:
-
4,1 кВт – внутренний диаметр около 13,2 мм (наружный диаметр 20 мм);
-
6,3 кВт – 16,6 мм (25 мм);
-
11,5 кВт – 21,2 мм (32 мм);
-
17 кВт – 26,6 мм (40 мм);
При скорости 0,7 м/с подаваемая мощность увеличивается на 70 %, что легко проследить в таблице.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема. Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты
Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.
Технология сварки
Параметры сварки, такие как температура, нагрев, время удержания и охлаждения, должны строго соблюдаться. Сварочное оборудование и его площадь должны быть защищены от влаги и грязи. Общие этапы сварочных работ:
- Отмерить трубу, приспособлением обозначить на ней глубину проникновения втулки и фитинга. Знак должен оставаться видимым при нагревании и соединении.
- При использовании сварочного аппарата его настройку необходимо проверить перед началом работы.
- Установить температуру сварки на нагревательном элементе по таблице нагрева полипропиленовых труб.
- Разделение трубки осуществляется с помощью обычных инструментов в пластиковых трубопроводах.
- Трубы должны быть разделены под прямым углом и, если необходимо, зачищены внутри.
- Трубы под Ду 20 не нуждаются в механической обработке, трубы большего диаметра должны быть подготовлены для безупречного сварного шва, скосив конец трубы. С другой стороны, механическая обработка абсолютно необходима из наружного диаметра трубы более 50 мм.
- Вставить трубу и фитинг в нагревательные инструменты. Время прогрева начинается, когда труба и формованная деталь полностью помещены в нагревательную втулку.
- После прогрева медленно снимите формованную деталь и трубку с нагревательных инструментов, откиньте нагревательный элемент и немедленно соедините трубку и формуемую деталь, пока она не достигнет отметки (которая должна оставаться снаружи). В течение времени соединения сваренная часть трубы и фитинга должна оставаться неподвижной, без какого-либо вращения и повременить с другими процедурами монтажа.
- Проверить качество сварки. Наружный плавкий шов должен равномерно располагаться присутствовать вокруг трубы.
- До начала испытания под давлением все сварные швы должны быть полностью охлаждены. Как правило, необходимо наблюдать период ожидания, по крайней мере, одного часа после завершения последнего сварочного процесса.
Наиболее частыми дефектами сварных соединений являются дефекты, вызванные из-за недостаточного соединения:
- несоблюдение времени разогрева, соединения и удержания;
- нарушение технологических температур сварки (слишком высокий или слишком низкий);
- загрязнение поверхности свариваемых деталей;
- неправильное соединение материалов;
- остатки материала на нагревательном элементе.
Какой срок службы полипропиленовых труб, какую температуру выдерживают
Полипропиленовые трубы прекрасно зарекомендовали себя в системах отопления. Они стали достойной заменой для металлических отопительных трубопроводов.
Срок службы полипропиленовых труб не меньше, чем эксплуатационный срок металлических.
ПП трубы не боятся коррозии, устойчивы к химическим веществам, которые используются в быту, кроме того, при замерзании воды они не разрушаются. Поэтому в системах отопления полипропиленовые трубы можно использовать 25 лет, а в трубопроводах холодного водоснабжения – около 50 лет.
Прочность и надежность полипропиленового водопровода обеспечивает и способ их соединения. Проводится он методом сварки. Это обеспечивает монолитность и прочность. В процессе эксплуатации не возникает необходимость постоянно подтягивать соединения, как в случае с металлическими трубопроводами.
Какую температуру выдерживают полипропиленовые трубы
Многие люди еще с недоверием относятся к полипропиленовым трубам в системах отопления. Давайте разберемся, какую температуру они выдерживают, какой срок службы полипропиленовых труб и возможно ли их использовать для отопления дома.
Материал, который берут для изготовления труб, получают при полимеризации полипропилена с участием металлических катализаторов. Размягчается полипропилен при +140С, плавится этот материал при температуре +175С.
Становится очевидным тот факт, что длительное воздействие высокой температуры и сверхнормативное давление приведут к деформации трубопровода.
Производители дают гарантии нормальной эксплуатации полипропиленовых труб в системе отопления при температуре до +95С. Но существует еще запас прочности, который позволяет кратковременное увеличение температуры теплоносителя до температуры +140С. Но частые скачки температуры до этой величины приведут к сокращению срока службы трубопровода, хотя сам он не расплавится.
Покупая полипропиленовые трубы, нужно обращать внимание на их маркировку. Для системы холодного водоснабжения применяют трубы из полипропилена PN10 до PN25. Трубы PN20 можно использовать до +60С, а PN25 можно применять, если температура теплоносителя до +95С
Трубы PN20 можно использовать до +60С, а PN25 можно применять, если температура теплоносителя до +95С.
Какое давление могут выдержать полипропиленовые трубы разных видов?
Многих покупателей, решивших установить полипропиленовый трубопровод для холодного водоснабжения или для отопления, интересует, какое давление выдерживают они выдерживают. От этого будет зависеть срок службы полипропиленовых труб. Вопрос этот очень важный. Так как давление в системе водопровода или в системе отопления, которое испытывает полипропилен на протяжении всего срока его использования, влияет на срок службы изделия. Если в трубопроводе постоянно высокая температура, но небольшое давление (или наоборот), то труба прослужит достаточно долго. Но если в системе будет одновременно и большое давление, и высокая температура, то срок эксплуатации резко сократится.
Чтобы трубопровод прослужил обещанные производителем 50 лет, нужно чтобы давление в системе было 4-6 атмосфер, а температура теплоносителя не превышала 75 градусов.
Полипропиленовые трубы в системе отопления
Полипропиленовые трубы довольно популярный сейчас материал для монтажа системы отопления. Они устойчивы к деформациям, истиранию, характеризуются низкой кислородопроницаемостью. Кроме того, они прекрасно выдерживают температуры с минусом, не боятся замерзания воды.
Но, при их выборе, нужно учитывать такие моменты:
Трубы из полипропилена жесткие, не гнутся. Для создания обводов или поворотов нужно применять уголки, что не всегда удобно.
Для полипропиленовых труб фитинги выпускают с большим сечением, если их сравнивать с фитингами других элементов системы, например, радиаторами. Это обстоятельство негативно сказывается на внешнем виде системы.
Полипропилен сильно вытягивается при нагревании
Если система выполнена открытым способом, то выглядит она некрасиво из-за провисания труб.
Важно при монтаже не перегреть трубы, так как может уменьшиться проход при вставке труб в фитинги. Такая ошибка установки приведет к плохой работе системы отопления.. Не рекомендуется применять трубы из полипропилена при обвязке котлов
В котельных температура труб часто меняется, полипропилен же неподходящий материал для таких условий
Не рекомендуется применять трубы из полипропилена при обвязке котлов. В котельных температура труб часто меняется, полипропилен же неподходящий материал для таких условий.
Если учесть все вышеописанные негативные моменты, то полипропиленовые трубы для систем отопления – неплохой вариант.
Свойства полипропилена
Чтобы знать, какое давление выдерживают полипропиленовые трубы для отопления или водоснабжения, нужно владеть информацией относительно необычных свойств данного материала.
По причине структурной особенности трубопроводы из полипропилена сильно реагируют на резкие перепады температуры жидкостей, перемещающихся по ним. Когда на трубы действует чрезмерно нагретая вода, они расширяются. При понижении температуры изделия возвращаются в исходное состояние. Иногда такой недостаток становится спасением для коммуникаций.
В случае, когда трубопровод из пластика проложен под землей в условиях улицы, он не может быть полностью защищен от морозов. Для большинства магистралей замерзание является катастрофой.
Но с полипропиленовыми системами все обстоит иначе – если в трубах из этого материала вода превращается в лед, с ними ничего плохого не происходит, поскольку они просто расширяются. После наступления оттепели вода оттаивает, и конструкция принимает первоначальное положение.
При использовании данной трубной продукции в многоэтажных зданиях нужно учитывать, сколько атмосфер выдерживает полипропиленовая труба. Дело в том, что в таких домах отмечается разница в данном параметре на первом и последнем этаже, но она невелика. Например, этот показатель между первым и пятым этажом составит только 177 Па.
Таким образом, получается, что на самом нижнем этаже в многоэтажке давление всегда будет немного выше, чем на других. Разница в давлении не настолько большая, чтобы оно было ощутимым. А вот в небоскребах монтируют специальные насосы, предназначенные для стабилизации давления на всех этажах.









