Настольный токарный станок: виды, особенности и преимущества
Содержание:
- Какие классы точности существуют и чем отличаются?
- Виды работ на токарном станке для начинающих
- Расположение составных частей и органов управления
- Токарные автоматы и полуавтоматы: принцип действия
- Инструкция по эксплуатации
- Конструкция токарно-винторезного станка
- Строение станка
- Старые советские модели станков по дереву и металлу
- Токарно-винторезный станок ИТ-1М
- Токарно-винторезный станок ТВ-6
- Токарные станки Универсал 2 и Универсал 3
- Токарный станок ТШ-3
- 1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
- Токарно-винторезный станок 1М63Н
- Токарно-револьверный станок 1341
- Токарно-винторезный станок 1Н65
- Токарно-винторезный станок 1М63
- Станок токарно-винторезный 1А616
- Токарный школьный станок ТВ-4
- Токарный станок по металлу Школьник ТВ-7
- Настольный токарный станок по металлу ТВ-16
- Назначение, область применения
- Техника безопасности при работе на токарном оборудовании советского производства
- Какие детали может обрабатывать
- Проблемы со шпинделем и особенности ремонта
- Устройство
Какие классы точности существуют и чем отличаются?
Классом точности называют обобщенную характеристику средств измерений, которая определяется пределом погрешностей (основных и дополнительных), а также рядом свойств, оказывающих влияние на точность измерений, производимых с их помощью.
Пределом погрешности является наибольшая погрешность измерительного прибора, при котором он является годным к измерению. Предел допускаемой основной погрешности выражается в форме:
- абсолютной;
- относительной;
- приведенной
Погрешности. Класс характеризует свойство точности проведения измерений с помощью данного прибора. А точность средств измерения — это качество измерительного прибора, которое свидетельствует о близости погрешности проводимых измерений к нулю.
Если же речь идет о классе точности, который обеспечивает, к примеру, токарный станок, то здесь имеется в виду класс чистоты поверхности детали, которую данное оборудование способно обеспечить в процессе обработки заготовки.
Измерительные приборы, а также обрабатывающее оборудование имеет следующие классы точности: 0,01; 0,015; 0,02; 0,025; 0,04; 0,05; 0,1; 0,15; 0,2; 0,25; 0,4; 0,5; 0,6; 1,0; 1,5; 2,0; 2,5; 4,0; 5,0; 6,0. Кроме того, выделяют несколько категорий классов точности:
Особой
Этот «Класс С» — высший класс точности оборудования (как измерительного, так и обрабатывающего). К данному классу относятся такие станки (в нашем случае – токарные), которые должны производить обработку заготовок с получением высшего класса чистоты поверхности (0,01-0,015).
Высокой
Высоким классом точности обладают, к примеру, ювелирные, медицинские и лабораторные весы. Другое название такого оборудования – прецизионное. Оно имеет маркировку «класс В». Если речь идет о токарном оборудовании, то высокий класс чистоты (0,02-0,025) обеспечивают детали полировальные токарные станки.
Нормальной
Под нормальным классом точности (маркировка — «класс Н», но она, как правило, не ставится) подразумевается такая характеристика оборудования или детали, при которой обеспечивается идентичность результатов в не менее, чем у 98% заведомо одинаковых объектов. Абсолютный показатель нормального класса чистоты находится в диапазоне (2,0-0,6).
Особо высокой
Оборудование особо высокого класса точности имеет по данному показателю маркировку – «класс А»
При проектировании оборудования высокого класса точности повышенное внимание уделяется качеству шпиндельных подшипников
Здесь преимущественно используются подшипники качения также высоких классов точности, а подшипники скольжения изготавливаются в виде регулируемых конусных втулок. (Все нормы здесь устанавливаются ГОСТом 1969-43).
Повышенной
Данный класс точности имеет маркировку «класс П». Применение элементов более высокого класса точности (в первую очередь, подшипников) увеличивает стоимость готового изделия, обрабатываемого на таком токарном оборудовании.
Однако если требуется получить более высокий класс обработки заготовки, то элементы повышенного класса точности применяют для позиционирования станочных валов, где требуется более высокая точность и скорость вращения.
Виды работ на токарном станке для начинающих
В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки.
В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок.
Второй способ предусматривает установку исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
1. Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Как правильно зажать деталь
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.
- С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
- Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
- Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею деталь так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки — изделие должно держаться само.
- Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Подведите подручник как можно ближе. Поворачивая ее рукой, убедитесь, что заготовка свободно вращается и ни за что не задевает. Опорная плоскость подручника должна располагаться примерно на 5 мм ниже оси вращения.

Как работать
Следующий состоит в том, чтобы сделать брусок дерева цилиндрическим. Это осуществляется на скорости 1 000-1 500 об./мин. При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки — рейера. Если кусок дерева длинный, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
В зависимости от типа используемого инструмента и стадии работы, следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.

2. Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.

Расположение составных частей и органов управления
Токарный станок ВТ 3 имеет литую станину коробчатой формы, на которой крепятся все узлы агрегата:
- передняя бабка;
- гитара;
- коробка подач;
- передаточный механизм;
- суппорт;
- фартук;
- ходовой вал и винт;
- корыто для стружки;
- защитный кожух;
- задняя бабка;
- электродвигатель.
Станина сверху имеет направляющие для перемещения суппорта и задней бабки. Между опорами передней стойки внизу установлен двигатель. Он соединен с ведущим валом коробки скоростей ременной передачей. Шпиндель получает вращение посредством зубчатого зацепления с блоком шестерен.
Коробка подач соединяется с приводом через передаточный механизм. Она позволяет нарезать резьбу трех типоразмеров. Сменные шестерни не входят в комплект станка. Количество подач ограничено тремя.
На корпусе передней бабки расположены рукоятки:
- переключения скорости вращения шпинделя;
- включения ходового винта;
- реверса – изменение направления вращения ходового винта;
- включения ходового винта и вала.
Ниже находится рукоятка переключения шага резьбы и величины подачи.
Фартук расположен в передней части суппорта. Его механизм, состоящий из муфт и зубчатых зацеплений, превращает вращательное движение винта и вала в поступательное, продольное.
На фартуке расположены:
- маховик ручного продольного перемещения;
- рукоятка включения механической подачи;
- ручка включения подачи винтом.
Четыре каретки на суппорте обеспечивают поперечное и продольное перемещение резца относительно детали, поворот инструмента при нарезке конусов и снятии фасок. Рукоятка сверху над резцедержкой закрепляет инструмент в нужном положении. Резец зажимается болтами вручную. В оси вращения выставляется пластинами, подкладываемыми под стебель. Кнопочный блок пуска станка находится на передней стойке ниже корыта под стружку.
Токарные автоматы и полуавтоматы: принцип действия
Токарные автоматы и полуавтоматы используются для обработки заготовок сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Обработка деталей на этих станках производится несколькими инструментами, которые устанавливают на суппортах и в специальных приспособлениях (сверлильных, резьбонарезных и др.)
Высокая производительность токарных автоматов и полуавтоматов достигается благодаря полной автоматизации рабочих и холостых ходов и их частичного совмещения. При этом один рабочий обслуживает несколько автоматов или полуавтоматов. Однако переналадка автоматов и полуавтоматов при переходе на обработку новой заготовки связана со значительными затратами времени, что экономически оправдано только в массовом, крупносерийном и иногда в серийном производствах.
Токарные автоматы и полуавтоматы выпускают с горизонтальной и вертикальной осью вращения шпинделя. Последние имеют преимущества по сравнению с горизонтальными: занимают меньшую площадь; обеспечивают более высокую точность обработки благодаря тому, что силы тяжести не влияют на поперечные деформации шпинделя; лучше обеспечивается защита направляющих от стружки и ее отвод. На горизонтальных токарных автоматах обрабатывают преимущественно заготовки пруткового и трубчатого типа, хотя не исключена обработка и штучных заготовок.
По способу обработки токарные автоматы и полуавтоматы делят на фасонно-отрезные, продольного точения, токарно-револьверные, многорезцовые и копировальные.
Инструкция по эксплуатации

16а16 станок токарно-винторезный:схема
Насколько точно будет работать станок зависит от того правильно ли произвели его установку. Агрегат должен основательно закрепляться специальными болтами к фундаменту или бетонной подушке высотой не менее 150 мм. При этом проверка станка должна происходить по ГОСТу 42 — 56.
Первый пуск токарного станка в работу не менее важен, чем процесс его установки и правки. Пуск также считается первоначальным, если оборудование продолжительное время простаивало и не обслуживалось. Во избежание поломок, отнеситесь к первоначальному запуску с особой тщательностью и ответственностью. Процесс подготовки первоначально пуска представляет собой последовательный процесс.
Этап 1. Тщательно отчистите коррозионный налет, если таковой имеется на открытии и других незащищенных узлах.
Этап 2. Необходимо проверить наличие масла и при необходимости добавить его.
Этап 3. Если планируется производство токарных работ с охлаждением, то в специальный бак необходимо добавить специальную охлаждающую жидкость.
Этап 4. Проверьте целостность электрических проводов и надежность их соединения.
Этап 5. После успешного прохождения вышеперечисленных шагов можно включать станок и производить токарные работы.
Общий процесс работы станка 1А616 можно разграничить на следующие ключевые моменты.
Этап 1. Заготовку необходимо надежно зафиксировать между центрами патрона или в нем самом.
Этап 2. Выбранные модификации резцов также тщательно закрепляются в специальном фиксаторе, расположенном на суппорте оборудования. В держателе одновременно должно быть установлено не больше четырех приспособлений для нанесения резьбы.
Этап 3. Инструменты необходимые для нарезки внутренней резьбы, сверления и расточки закрепляются в пиноле задней бабки.
Этап 4
Теперь важно правильно настроить необходимую частоту вращения шпинделя. Его коррекция производится специальными переключателями, размещающимися на коробке передач
Этап 5. Ходовой элемент приходит в работу нажатием на пусковую кнопку, находящейся на коробке передач.
Этап 6. Для получения различных шагов резьбы производится соответствующая корректировка на рукоятках коробки передач и путем замены шестерней.
Этап 7. При включении узла, отвечающего за увеличение резьбового шага нужно резко повернуть вправо рычаг реверса подачи.
Этап 8. Рукоять передней бабки должна быть установлена в таком положении, которое будет соответствовать отметке «Нормальный».
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
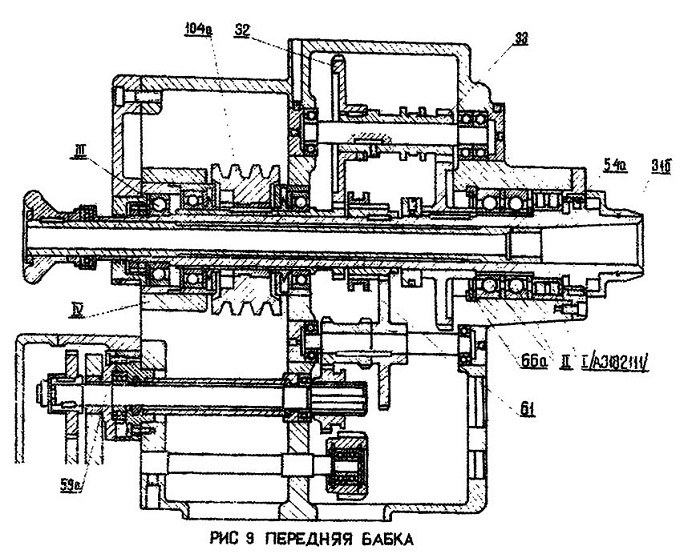
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
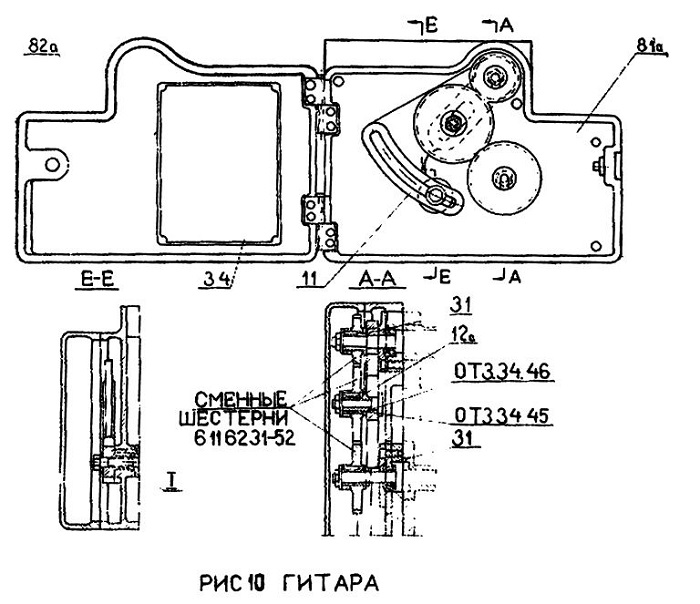
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
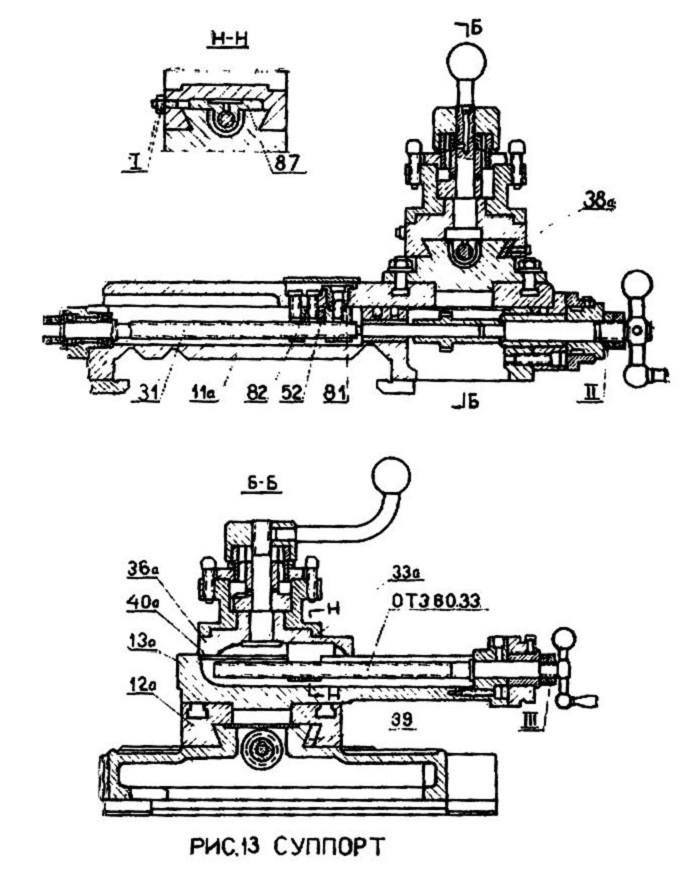
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.

Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.

Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Строение станка
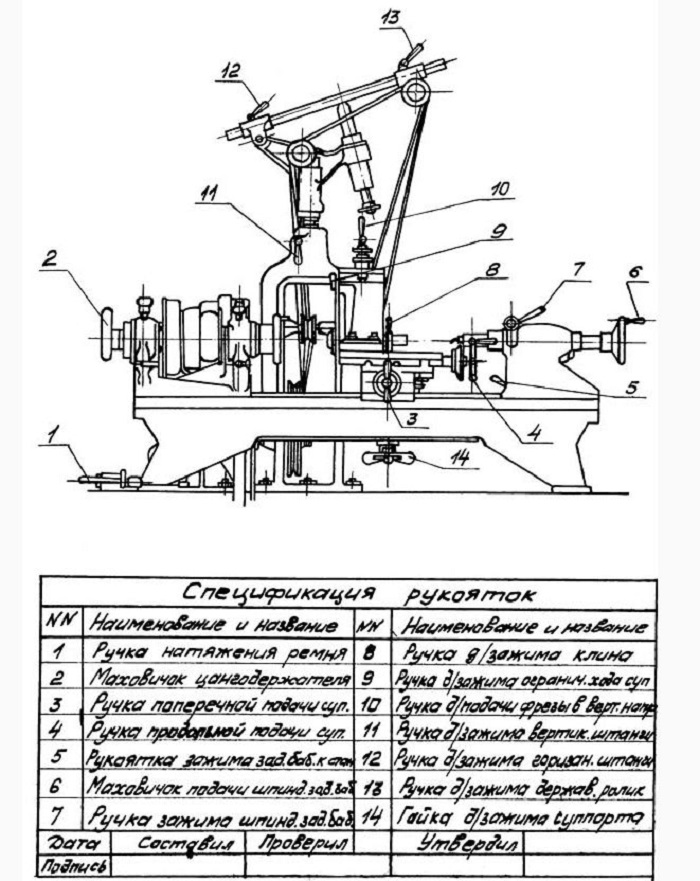
На рисунке изображены ключевые узлы агрегата и детально описаны некоторые из них.
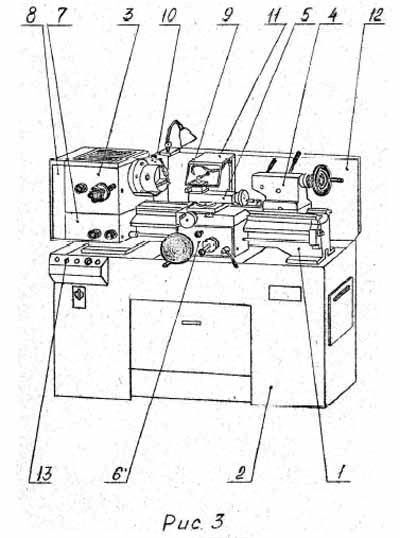
- Станина. Использование ребер жесткости в конструкции узла значительно увеличивает его эксплуатационные показатели. Продольный суппорт передвигается по продольным направляющим станины, как и задняя бабка. К задней стороне узла крепится основной электродвигатель.
- Основание. Данная часть станка является базой для крепления станины. Левая и правая тумба узла вмещают электрооборудование и систему жидкостного охлаждения соответственно. Для крепления станка на поверхности в нижней части основания имеются специальные болты и гайки.
- Передняя бабка. Во время выполнения работ, узел передает информацию о частоте вращения на шпиндель и активирует зубчатые колеса сменного типа, которые находятся в коробке подач. Передняя бабка крепится на станину.
- Задняя бабка.
- Суппорт. Посредством данного механизма осуществляется перемещение резцедержатель в продольном и поперечном направлении. Осуществляется эта функция оператором вручную. Угол поворота верхней каретки суппорта составляет 90 градусов в любую сторону. Наличие в конструкции лимба значительно упрощает работу с этим узлом.
- Фартук. Узел выполнен в форме коробки, в которой находятся механизмы, обеспечивающие передвижение суппорта в ручном и механическом режиме. На фартуке также установлена рукоятка, которая активирует подачу суппорта в процессе создания резьбы. На данном узле установлен предохранитель, который блокирует одновременное включение продольной и поперечной передачи суппорта.
- Коробка подач. Вал этого устройства получает движение от шпинделя через обратный механизм и посредством гитары. Оператор может управлять шагами резьбы при помощи специальной рукоятки, которая установлена на фронтальной стороне коробки подач. Для продления срока эксплуатации коробки подач на концах валов установлены предохранители.
- Гитара.
- Охладительная система.
- Защита патрона.
- Защита суппорта.
- Ограждение.
- Электрическое оборудование.
- Инструмент.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Назначение, область применения
Токарно-винторезный станок ВТ 3 создан для обучения специальности токаря учащихся школ, профессионально-технических училищ и техникумов. Он также обозначается как ВТШ-3 – школьный. Оборудование имеет простое устройство с повышенной степенью безопасности. На нем производят основные токарные операции:
- обработка цилиндрической поверхности;
- вытачивание конусов;
- подрезка и протачивание канавок;
- отрезная;
- сверление отверстий задней бабкой;
- нарезка метрической резьбы.
На станке изготавливаются единичные детали, запчасти для ремонта оборудования и автомобилей.
Справка! Компактный агрегат с точностью обработки класса Н устанавливают в передвижных ремонтных мастерских. На нем вытачивают элементы запорной арматуры и фитинги водопроводов, газовых систем, деталей для ремонта подвижного состава, включая корабли.
Техника безопасности при работе на токарном оборудовании советского производства
Работа на токарном станке приравнивается к труду с повышенной опасностью. Во избежание травматизма токарь должен соблюдать правила безопасности:
- Выполнять только порученные мастером задания.
- Перед началом работы проверить станок на холостом ходу.
- Не приступать к работе при обнаружении неисправностей.
- Устанавливать, измерять и снимать деталь после полной остановки агрегата.
- Прочно фиксировать заготовку в патроне и резец в резцедержателе.
- Если заготовка выступает с обратной стороны шпинделя — оградить рабочую зону от посторонних.
Важно!
Одежда должна быть аккуратно заправлена. Не допускается наличие свисающих элементов.. Советские токарные станки — мощные и надежные агрегаты
Многие модели давно сняты с производства. Но на предприятиях и в домашних мастерских до сих пор успешно изготавливают детали на советском оборудовании
Советские токарные станки — мощные и надежные агрегаты. Многие модели давно сняты с производства. Но на предприятиях и в домашних мастерских до сих пор успешно изготавливают детали на советском оборудовании.
Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.
Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
Проблемы со шпинделем и особенности ремонта
Шпиндель – довольно дорогая деталь, а потому менять его необходимо в крайних случаях. В большинстве вариантов его проще отремонтировать.
- В случае износа шейки ее необходимо заточить, отполировать с использованием пасты ГОИ.
- Проверка размеров конуса выполняется после зачистки наждачной бумагой и шлифовки. Используется специальный калибр.
- При неправильной форме посадочного гнезда, которая чаще всего случается из-за отсутствия регулярной чистки, следует расточить гнездо под переходную втулку, в которой формируется конус стандартной конфигурации.
Перед расточкой необходимо в обязательном порядке провести обкатку подшипников. Их подтягивают, проверяют биение, а затем соответствие нормам точности по ГОСТу.
Токарный станок ИТ-1М относится к надежному оборудованию с высоким уровнем производительности. Они успешно используются в домашних мастерских и небольших цехах. Оборудование в стандартной комплектации выполняет все основные токарные функции, при добавлении дополнительного оборудования функционал станка значительно расширяется.
Устройство
А сейчас стоит рассказать об устройстве этих станков. Всего выделяют шесть основных элементов устройства:
- станина;
- суппорт;
- лицевая бабка;
- тыльная бабка;
- прижимная бабка;
- открытый мотор.
Итак, теперь расскажу о каждом из них поподробнее.
Станина
Этот элемент предназначен для закрепления на ней всех узлов — как подвижных, так и неподвижных. Она является основой не только для часового, но и для всех других видов станков, так что это наиболее важный элемент.
Также станина позволяет механизму упираться в фундамент и принимать любую нагрузку, которая возникает в процессе работ. Но, даже несмотря на это, она всё равно считается самой долговечной деталью в станке.
Делается станина в основном из чугуна, но иногда её делают и из низкоуглеродистой стали.
Суппорт
Эта деталь — тоже одна из важнейших. Благодаря суппорту закреплённую заготовку можно передвигать вдоль и поперёк оси шпинделя, а также под углом этой самой оси. Благодаря этому можно с лёгкостью заготавливать детали.
Суппорт имеет крестовую конструкцию, а также имеет три движущих узла: нижние и продольные салазки, а также продольную каретку
Если почитать техническую литературу, то можно обнаружить, что эти узлы практически всегда называются по-разному, но это не так важно

Лицевая бабка
Передняя бабка (или лицевая) выполняет две функции одновременно: она придаёт будущей детали вращение, а также поддерживает её в процессе работы.
На лицевой бабке располагается панель управления, с помощью которой можно регулировать скорость вращения заготовки. Многие рабочие для упрощения работы прикрепляют возле этой панели подробную схему с описанием, где нужно повернуть, чтобы ускорить или замедлить вращение. Это также может быть полезно тем, кто только приступил к работе.
Тыльная бабка
Задняя (или тыльная) бабка нужна для фиксации деталей с большой длиной. Кроме того, на ней могут быть установлены различные инструменты, такие как свёрла или развёртки.
При работе возникают нагрузки на ось. Вся эта нагрузка идёт на упорный шарикоподшипник. Также на тыльной бабке установлено и зафиксировано оборудование центра за счёт конусного отверстия втулки. В такой центр можно установить какой-либо инструмент, после чего зафиксировать его. Это позволит избежать вращения инструмента вместе с деталью.
Прижимная бабка
Она находится рядом с тыльной бабкой и является частью её. Как ясно из названия, прижимная бабка зажимает заготовку. Имеет вентили для зажимки, а также специальные движущиеся части.
Открытый мотор
Двигатель (или открытый мотор) — это как раз то, что и позволяет передней бабке вращать заготовку при помощи шпинделя. Подключённый к электросети, он начинает при помощи ремешков крутить шпиндель, а вместе с ним и заготовку, позволяя обрабатывать её со всех сторон.
В наше время в основном для токарных станков, в том числе и для часовых, используют в основном двигатели с короткозамкнутым ротором, но это также зависит от производителя и предназначения станка.









